
Руководство по установке промышленной карбонизационной печи на заводе
2026-07-10
- Подготовка площадки и инженерные требования перед монтажом
- Поэтапная инструкция по механической сборке и установке
- Электрические подключения и настройка системы управления
- Пусконаладочные работы и холодные испытания
- Горячие испытания и аттестация технологического процесса
- Типичные ошибки монтажа и методы их предотвращения
- Часто задаваемые вопросы
Подготовка площадки и инженерные требования перед монтажом
Установка промышленной карбонизационной печи периодического действия — это не просто сборка металлического корпуса, а интеграция сложного термодинамического комплекса в существующую инфраструктуру завода. Ошибки на этапе подготовки фундамента или подвода коммуникаций приводят к тому, что оборудование не выходит на заданные температурные режимы или демонстрирует критические отклонения по однородности нагрева. В нашей практике зафиксированы случаи, когда клиенты пытались сэкономить на усилении перекрытий, что приводило к деформации несущих конструкций при нагреве рабочей камеры до 1000–1500 °C. Исправление таких ошибок обходится в 3–4 раза дороже изначального усиления.
Первым шагом является аудит производственного помещения. Промышленная карбонизационная печь периодического действия требует строгого соблюдения габаритных допусков. Необходимо обеспечить свободное пространство вокруг оборудования для обслуживания теплоизоляции и замены нагревательных элементов. Минимальный зазор от стены до внешнего кожуха печи должен составлять не менее 1,5 метра для обеспечения циркуляции воздуха и доступа сервисных инженеров. Если планируется установка нескольких единиц оборудования, расстояние между ними увеличивается до 2–2,5 метров.
Фундамент должен выдерживать статическую и динамическую нагрузку с коэффициентом запаса прочности не менее 1,5. Для печей массой свыше 10 тонн требуется отдельный фундамент, изолированный от основных несущих стен здания, чтобы вибрации от работы вакуумных насосов и систем охлаждения не передавались на конструкцию цеха. Бетонная подушка должна быть выровнена с точностью до 2 мм на метр длины. Использование лазерного нивелира на этом этапе обязательно. Мы рекомендуем проводить геодезическую съемку площадки после застывания бетона, но перед началом монтажа, чтобы исключить перекосы, которые могут нарушить герметичность дверных уплотнений в будущем.
Инженерные сети должны соответствовать спецификациям производителя. Электрические кабели подбираются с учетом пусковых токов нагревателей. Для печей мощностью свыше 200 кВт часто требуется подключение к высоковольтной линии (6–10 кВ) через собственный трансформатор. Системы водяного охлаждения должны иметь давление не ниже 0,3 МПа и температуру входящей воды не выше 25 °C. Важно предусмотреть систему аварийного сброса давления и резервный контур охлаждения, который включается автоматически при отключении основного насоса. Это предотвращает перегрев электродов и разрушение изоляции в случае внештатной ситуации.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология уделяет особое внимание этапам проектирования фундаментов. Наши инженеры предоставляют детальные чертежи оснований, адаптированные под грунтовые условия конкретного региона заказчика. Такой подход исключает риск просадки оборудования в первые месяцы эксплуатации. Перед началом монтажных работ заказчик получает чек-лист готовности площадки, который включает проверку заземления, наличия сжатого воздуха и параметров водоподготовки. Игнорирование хотя бы одного пункта из этого списка делает невозможным гарантийное обслуживание в дальнейшем.
Поэтапная инструкция по механической сборке и установке
Механический монтаж начинается с позиционирования нижней части корпуса. Используйте промышленные домкраты и кран-балки грузоподъемностью, превышающей вес самого тяжелого элемента на 20%. Поднимать печь за выступающие части кожуха или трубопроводы категорически запрещено. Точки захвата должны соответствовать схемам, указанным в руководстве по эксплуатации. После установки нижней секции на фундамент производится ее выверка по уровню. Только после фиксации анкерными болтами можно приступать к монтажу последующих модулей.
- Сборка каркаса и тепловой изоляции. Модули печи соединяются между собой с использованием термостойких уплотнительных материалов. Каждый стык проверяется на отсутствие зазоров. Внутри корпуса монтируется многослойная изоляция, обычно состоящая из керамического волокна и графитовых плит. Важно не повредить хрупкие изоляционные блоки при затяжке крепежных элементов. Момент затяжки болтов контролируется динамометрическим ключом согласно таблице значений производителя. Перетяжка приводит к растрескиванию изоляции, недотяжка — к утечкам тепла и нарушению вакуума.
- Монтаж нагревательных элементов и термопар. Нагреватели (графитовые или металлические, в зависимости от модели) устанавливаются в строгом соответствии с электрической схемой. Контакты должны быть очищены от окислов и обработаны токопроводящей пастой. Термопары размещаются в контрольных точках рабочей зоны. Их глубина погружения и угол установки критичны для точности показаний. Ошибка в расположении термопары даже на 5 см может давать погрешность измерения до 15–20 °C в разных зонах печи, что недопустимо для процессов высокоточной карбонизации.
- Установка дверного механизма и системы уплотнения. Дверь промышленной карбонизационной печи периодического действия — один из самых нагруженных узлов. Проверьте параллельность направляющих и плавность хода. Уплотнительные шнуры должны лежать ровно, без скручиваний. После закрытия двери зазор между уплотнителем и фланцем должен быть равномерным по всему периметру. Регулировка осуществляется с помощью эксцентриковых замков. Неправильная регулировка приводит к быстрому износу уплотнителей и падению уровня вакуума.
- Подключение вакуумной системы и газопроводов. Вакуумные насосы устанавливаются на виброизоляторы. Трубопроводы соединяются фланцевыми соединениями с использованием металлических прокладок. Все сварные швы подвергаются визуальному контролю и, при необходимости, дефектоскопии. Газовые линии (азот, аргон, природный газ) подключаются через редукторы и расходомеры. Перед подачей газа система продувается инертным газом для вытеснения кислорода. Это обязательная мера безопасности для предотвращения взрывоопасных смесей внутри горячей камеры.
- Электрическая коммутация шкафа управления. Силовые кабели подключаются к клеммам нагревателей и двигателей. Контрольные цепи соединяются с датчиками температуры, давления и расхода. Кабели укладываются в гофрированные трубы или кабель-каналы, защищенные от теплового излучения печи. Каждая жила маркируется с обоих концов согласно принципиальной схеме. Перепутанные провода могут привести к короткому замыканию или неверному считыванию данных датчиков. После подключения проводится проверка сопротивления изоляции мегаомметром.
На каждом этапе сборки ведется журнал монтажных работ. Фиксируются номера партий использованных материалов, результаты измерений и подписи ответственных лиц. Это документальное подтверждение качества монтажа необходимо для ввода оборудования в эксплуатацию и получения сертификатов соответствия. Специалисты ООО Цзянсу Цзюньгэ Чжичэн Технология рекомендуют привлекать сертифицированных сварщиков и электриков, имеющих допуск к работам с высокотемпературным оборудованием. Самостоятельный монтаж неквалифицированным персоналом часто приводит к потере гарантии и увеличению сроков запуска производства.
Электрические подключения и настройка системы управления
Система управления промышленной карбонизационной печи периодического действия — это «мозг» оборудования, обеспечивающий соблюдение технологического профиля нагрева. Современное оборудование оснащается программируемыми логическими контроллерами (ПЛК) и сенсорными панелями оператора (HMI). Подключение системы требует высокой квалификации, так как ошибки в настройке ПИД-регуляторов приводят к перерегулированию температуры и браку продукции.
Первым делом проверяется фазировка питающего напряжения. Неправильное чередование фаз может вызвать реверсивное вращение вентиляторов или некорректную работу трехфазных двигателей вакуумных насосов. Затем выполняется калибровка датчиков температуры. Используются эталонные термопары, которые помещаются в рабочую зону печи. Показания рабочих датчиков сравниваются с эталоном при комнатной температуре и при нагреве до 500 °C. Разница не должна превышать ±2 °C. Если отклонения больше, вносятся корректирующие коэффициенты в контроллер.
Настройка ПИД-регуляторов осуществляется методом пробных нагревов. Для каждой температурной зоны подбираются пропорциональные, интегральные и дифференциальные коэффициенты. Цель — достичь минимального времени выхода на уставку без Overshoot (перерегулирования). Для процессов карбонизации, где важна скорость удаления летучих веществ, точность поддержания температуры на плато критична. Колебания температуры более ±5 °C могут привести к неравномерной структуре углеродного материала.
Программирование технологических рецептов требует понимания физико-химических процессов. Рецепт включает этапы нагрева, выдержки и охлаждения с заданными скоростями изменения температуры. Например, на этапе дегазации скорость нагрева ограничивается 2–5 °C/мин для предотвращения растрескивания изделий из-за быстрого выделения газов. На этапе основной карбонизации скорость может быть увеличена до 10–15 °C/мин. Система управления должна автоматически переключать режимы работы нагревателей и вакуумных насосов в соответствии с программой.
Особое внимание уделяется системе безопасности. Настраиваются пороги аварийного отключения по превышению температуры, падению вакуума или отсутствию потока охлаждающей воды. Тестируется работа аварийной кнопки и системы разгерметизации печи. При срабатывании аварии печь должна автоматически отключить нагрев и перевести систему в безопасное состояние. Инженеры ООО Цзянсу Цзюньгэ Чжичэн Технология проводят полное тестирование всех цепей безопасности перед передачей оборудования заказчику. Мы также обучаем операторов работе с интерфейсом HMI, объясняя логику аварийных (alarm) сообщений и способы их сброса.
Пусконаладочные работы и холодные испытания
Пусконаладочные работы (commissioning) начинаются с «холодных» испытаний, то есть проверки всех систем без нагрева. Этот этап позволяет выявить механические и электрические дефекты без риска повреждения дорогостоящих нагревательных элементов. Первым запускается система охлаждения. Проверяется отсутствие протечек в трубопроводах, расход воды и давление. Датчики протока должны корректно фиксировать наличие воды.
Затем тестируется вакуумная система. Печь откачивается до предельного вакуума, указанного в паспорте (например, 10⁻² Па или ниже). Скорость откачки измеряется и сравнивается с расчетными значениями. После достижения предельного вакуума система изолируется, и измеряется скорость натекания (rise rate). Допустимое значение натекания обычно составляет не более 1–2 Па/час. Высокое натекание указывает на негерметичность соединений, дефекты уплотнений или наличие влаги в изоляции. Для поиска утечек используется гелиевый течеискатель или метод манометрического контроля.
Проверка системы подачи газов проводится на низких давлениях. Расходомеры калибруются по эталонным приборам. Проверяется герметичность газовых линий внутри печи. Смесь газов подается в камеру, и давление стабилизируется. Падение давления при закрытых клапанах свидетельствует об утечке. Также проверяется работа системы рециркуляции газов, если она предусмотрена конструкцией. Равномерность распределения газа по объему камеры влияет на однородность процесса карбонизации.
Механические узлы, такие как механизм подъема двери и конвейеры (если есть), проверяются на холостом ходу. Оценивается уровень шума, вибрация и плавность движения. Смазываются все подвижные части термостойкими смазками. Проверяется работа концевых выключателей и ограничителей хода. Любые заедания или посторонние звуки должны быть устранены до начала нагрева.
Холодные испытания завершаются проверкой системы управления в автоматическом режиме. Запускается тестовая программа, имитирующая рабочий цикл. Контроллер должен последовательно открывать и закрывать клапаны, включать и выключать насосы, менять уставки температуры. Логи событий сохраняются в памяти контроллера для анализа. Если все системы работают штатно, подписывается акт готовности к горячим испытаниям.
Горячие испытания и аттестация технологического процесса
Горячие испытания — это финальный этап ввода в эксплуатацию, на котором проверяется работоспособность печи при высоких температурах. Процесс начинается с сушки изоляции. Печь нагревается до 150–200 °C и выдерживается при этой температуре в течение 24–48 часов. Это необходимо для удаления адсорбированной влаги из керамической изоляции. Быстрый нагрев на этом этапе приведет к образованию пара внутри изоляции, что может разрушить ее структуру и вызвать коррозию металлического кожуха.
После сушки проводится первый нагрев до рабочей температуры (например, 1000 °C или 1500 °C). Скорость нагрева увеличивается постепенно. На каждом температурном плато проводится выдержка для выравнивания температуры по объему камеры. Выполняется термопрофилирование: в рабочую зону помещаются термопары-свидетели, расположенные в геометрическом центре и углах рабочей зоны. Записывается график изменения температуры во времени.
Анализируется равномерность температурного поля. Согласно стандартам (например, AMS 2750 или внутренним стандартам производителя), отклонение температуры в любой точке рабочей зоны от уставки не должно превышать ±5–10 °C. Если обнаружены «холодные» или «горячие» зоны, производится дополнительная настройка зон нагрева или изменение режима циркуляции газов. В некоторых случаях требуется установка дополнительных экранов или отражателей тепла.
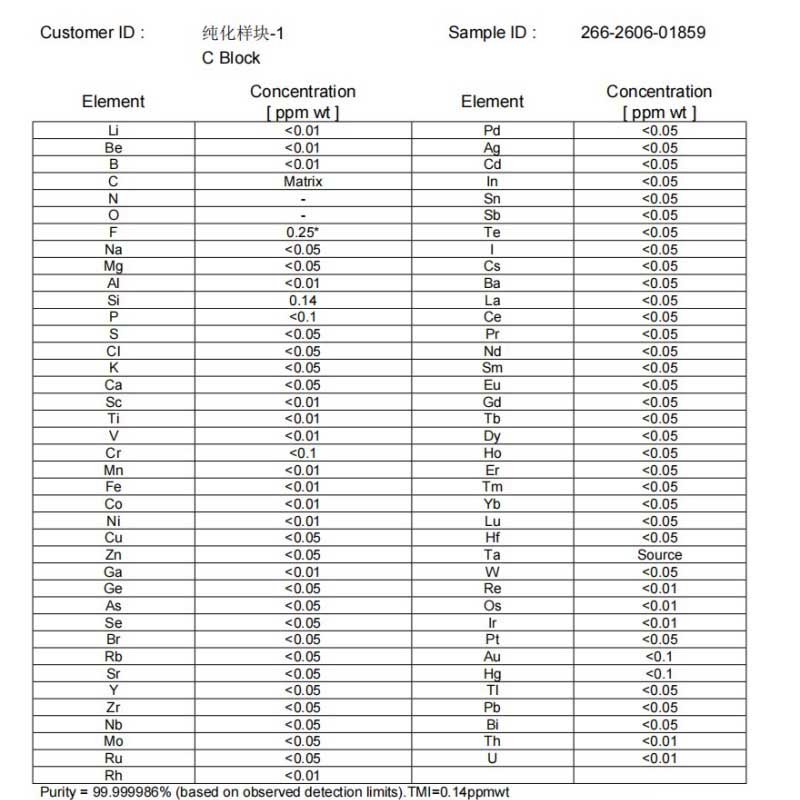
Проводятся тестовые партии продукции. Загружаются образцы сырья, идентичные тем, что будут использоваться в серийном производстве. После цикла карбонизации образцы проходят лабораторный анализ: измеряется плотность, прочность, содержание примесей и выход годного продукта. Результаты сравниваются с техническим заданием. Если параметры соответствуют требованиям, печь считается прошедшей аттестацию.
ООО Цзянсу Цзюньгэ Чжичэн Технология предоставляет полный пакет документов по результатам испытаний, включая протоколы термопрофилирования и акты приема-передачи. Наши специалисты проводят обучение персонала заказчика на реальных циклах, отрабатывая действия в штатных и аварийных ситуациях. Только после успешного завершения горячих испытаний и подписания итогового акта оборудование передается в постоянную эксплуатацию.
Типичные ошибки монтажа и методы их предотвращения
Опыт показывает, что большинство проблем при эксплуатации возникает из-за нарушений, допущенных на этапе монтажа. Ниже приведены наиболее частые ошибки и способы их избежания.
- Игнорирование качества заземления. Плохое заземление приводит к помехам в сигналах термопар и нестабильной работе электроники. Сопротивление контура заземления должно быть не более 4 Ом. Используйте медные шины достаточного сечения и проверяйте качество контактов.
- Неправильная ориентация нагревателей. Графитовые нагреватели чувствительны к механическим напряжениям. Установка их с перекосом приводит к локальному перегреву и быстрому выгоранию. Всегда используйте шаблоны для центровки нагревателей перед затяжкой контактов.
- Загрязнение рабочей зоны. Попадание масла, пыли или металлических стружек в камеру печи во время монтажа недопустимо. При нагреве эти загрязнения испаряются и оседают на изделиях, ухудшая их качество. Перед первым нагревом камера должна быть тщательно очищена спиртом и продута инертным газом.
- Отсутствие компенсации теплового расширения. Трубопроводы и конструкции печи расширяются при нагреве. Жесткое крепление труб к неподвижным конструкциям здания приводит к разрыву сварных швов. Используйте компенсаторы и скользящие опоры.
Избежание этих ошибок требует строгого контроля со стороны технического надзора. Не стесняйтесь задавать вопросы монтажной бригаде и требовать соблюдения технологий. Качество монтажа напрямую влияет на срок службы оборудования и себестоимость вашей продукции.
Часто задаваемые вопросы
Сколько времени занимает полный цикл монтажа и пуска?
Стандартный срок монтажа и пусконаладки промышленной карбонизационной печи периодического действия составляет от 4 до 8 недель. Это зависит от сложности оборудования, готовности площадки и логистики. Механическая сборка занимает 2–3 недели, электрические подключения — 1 неделю, холодные и горячие испытания — 1–2 недели. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология стремится сократить эти сроки за счет предварительной заводской сборки модулей.
Нужно ли специальное разрешение для эксплуатации такой печи?
Да, в большинстве стран эксплуатация высокотемпературного промышленного оборудования требует регистрации в органах технического надзора и получения разрешений на работу с сосудами, работающими под давлением (если есть вакуумная система), и электроустановками. Оборудование должно соответствовать местным стандартам безопасности (ГОСТ, CE, EAC). Производитель предоставляет необходимый пакет технической документации для прохождения сертификации.
Что делать, если печь не держит вакуум после монтажа?
Если печь не держит вакуум, сначала проверьте затяжку всех фланцевых соединений и состояние уплотнительных колец. Часто проблема заключается в микроскопических повреждениях уплотнителей при монтаже. Используйте течеискатель для локализации утечки. Если утечка находится в корпусе, возможно, есть дефект сварного шва. В таком случае необходимо обратиться к сервисной службе производителя. Не пытайтесь устранять дефекты корпуса самостоятельно.
Как часто нужно проводить техническое обслуживание?
Техническое обслуживание рекомендуется проводить каждые 3–6 месяцев в зависимости от интенсивности использования. Включает очистку камеры, проверку состояния нагревателей, замену уплотнителей, калибровку датчиков и проверку системы охлаждения. Регулярное обслуживание продлевает срок службы печи на 30–50% и снижает риск аварийных остановок.
Для получения консультации по выбору и установке оборудования посетите наш сайт промышленная карбонизационная печь периодического действия от производителя. Свяжитесь с нами сегодня для расчета стоимости проекта под ваши задачи.