
Резистивные печи против индукционных: полное сравнение технологий 2026
2026-07-10
- Выбор технологии термической обработки в 2026 году: резистивный нагрев против индукционного
- Физика процесса: фундаментальные различия в механизме генерации тепла
- Сравнительный анализ технических параметров для принятия решения
- Глубокий разбор: Промышленная карбонизационная печь периодического действия
- Критерии выбора: когда применять каждую технологию
- Роль автоматизации и контроля качества в современных печах
- Опыт внедрения: кейсы и практические рекомендации
- Заключение и рекомендации для закупщиков в 2026 году
- Часто задаваемые вопросы
Выбор технологии термической обработки в 2026 году: резистивный нагрев против индукционного
В современной промышленности, особенно в секторах производства полупроводников, новых источников энергии и передовых углеродных материалов, выбор метода нагрева определяет не только качество конечного продукта, но и рентабельность всего производственного цикла. Ключевым вопросом для инженеров и закупщиков в 2026 году остается дилемма: что эффективнее — промышленная карбонизационная печь периодического действия с резистивным нагревом или система на базе индукционных технологий? Этот выбор больше не сводится к простому сравнению цен на оборудование. Речь идет о точности температурных профилей, энергоэффективности, чистоте атмосферы и способности оборудования работать в экстремальных режимах до 2800 °C.
Мы наблюдаем смещение парадигмы. Если десять лет назад резистивные печи доминировали благодаря простоте конструкции, то сегодня индукционные решения захватывают ниши, где критична скорость нагрева и локализация теплового поля. Однако для процессов глубокой карбонизации и графитизации, требующих равномерного прогрева больших объемов сырья, резистивные технологии сохраняют лидерство, эволюционируя за счет новых материалов нагревателей и систем управления. В этой статье мы проведем детальный технический разбор обоих подходов, опираясь на реальный опыт внедрения оборудования в более чем 30 странах мира, и поможем вам принять обоснованное решение.
Физика процесса: фундаментальные различия в механизме генерации тепла
Чтобы понять, какая промышленная карбонизационная печь периодического действия подойдет именно вам, необходимо разобраться в том, как энергия передается материалу. Это не просто теоретический экскурс; механизм нагрева напрямую влияет на микроструктуру обрабатываемого углерода.
Резистивный нагрев: надежность прямого контакта
В резистивных печах тепло генерируется за счет прохождения электрического тока через элементы с высоким сопротивлением. Эти элементы (нагреватели) могут быть изготовлены из графита, молибдена, вольфрама или специальных сплавов. Тепло передается загруженному материалу тремя способами: теплопроводностью (через контакты или ложементы), конвекцией (если есть газовая среда) и, что наиболее важно при высоких температурах, тепловым излучением.
Главная особенность резистивных систем — это создание однородного теплового поля. Когда вы обрабатываете крупногабаритные слитки или партии анодного материала, равномерность температуры по всему объему рабочей камеры является критическим параметром. Неравномерный нагрев приводит к возникновению внутренних напряжений в материале, что вызывает трещины и деформации. Резистивные печи, особенно вакуумные модели, обеспечивают эту равномерность за счет тщательного расчета геометрии расположения нагревателей и использования многослойных экранов из углерод-углеродных композитов.
Однако у этого метода есть физическое ограничение: скорость нагрева ограничена тепловой инерцией самих нагревательных элементов и изоляции. Мы видели случаи, когда попытка форсировать нагрев в старой резистивной печи приводила к преждевременному выходу из строя графитовых нагревателей из-за термического шока. Поэтому такие системы требуют плавного ramp-up (нарастания температуры), что увеличивает время цикла.
Индукционный нагрев: скорость и эффективность поверхностного воздействия
Индукционные печи работают на принципе электромагнитной индукции. Переменный ток, проходящий через медную катушку (индуктор), создает мощное переменное магнитное поле. Это поле наводит вихревые токи (токи Фуко) непосредственно в проводящем материале загрузки или в специальном тигле/контейнере. Сопротивление материала этим токам вызывает его мгновенный нагрев.
Ключевое преимущество здесь — скорость. Индукция позволяет нагревать материал со скоростью, недостижимой для резистивных систем, так как тепло генерируется внутри самого объекта или в непосредственной близости от него. Нет необходимости ждать, пока тепло “проникнет” извне внутрь через слои изоляции. Это делает индукционные установки идеальными для процессов плавки металлов или быстрого спекания определенных керамик.
Тем не менее, для карбонизации органических прекурсоров индукция имеет существенный недостаток — скин-эффект. Ток течет преимущественно по поверхности проводника. Если вы обрабатываете массивные блоки углерода, центр блока может оставаться холодным, пока поверхность уже перегревается. Для компенсации этого требуется либо вращение загрузки, либо очень низкие частоты тока, что усложняет конструкцию генератора. Кроме того, наличие сильного электромагнитного поля может негативно влиять на чувствительную электронику систем контроля атмосферы, если не предусмотрена должная экранировка.
Сравнительный анализ технических параметров для принятия решения
При выборе между технологиями нельзя полагаться только на общие слова. Инженеры должны сравнивать конкретные метрики. Ниже приведена таблица, отражающая реальное положение дел на рынке промышленного термооборудования в 2026 году.
| Параметр сравнения | Резистивные печи (Вакуум/Атмосфера) | Индукционные печи |
|---|---|---|
| Максимальная рабочая температура | До 2800–3000 °C (графитовые нагреватели) | До 2500 °C (ограничено стойкостью тиглей/изоляции) |
| Равномерность температуры | Высокая (±5–10 °C по всему объему) | Средняя/Низкая (зависит от геометрии и частоты) |
| Скорость нагрева | Умеренная (ограничена тепловой инерцией) | Очень высокая (мгновенная генерация тепла) |
| Энергоэффективность (КПД) | 70–85% (зависит от состояния изоляции) | 85–95% (при правильном согласовании нагрузки) |
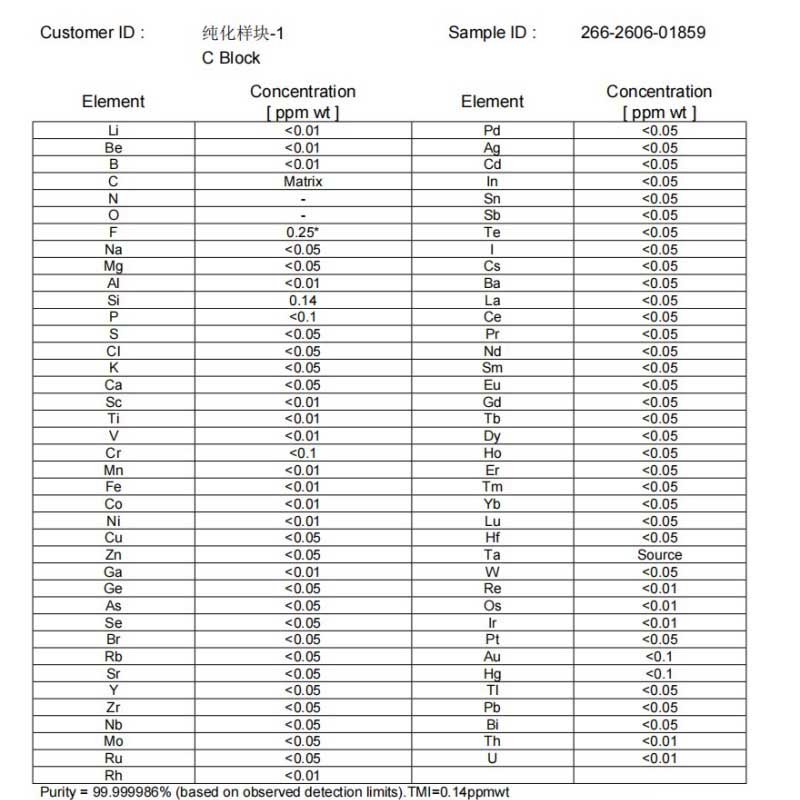
| Чистота процесса ( ppm ) | Высокая (возможность достижения <1 ppm) | Средняя (риск загрязнения от тигля/индуктора) |
| Обслуживание нагревателей | Требует регулярной замены графитовых элементов | Катушка долговечна, но требует обслуживания генератора |
| Применимость для карбонизации | Идеально для массовых партий и крупных деталей | Подходит для мелких деталей и быстрых циклов |
Из таблицы видно, что для задач, связанных с получением высокочистого графита для полупроводниковой отрасли, где содержание примесей не должно превышать 1 ppm, резистивные вакуумные печи имеют неоспоримое преимущество. Индукционные системы сложнее контролировать с точки зрения химической чистоты, так как часто требуют использования промежуточных емкостей, которые могут стать источником загрязнения.
В нашей практике был случай, когда клиент пытался использовать индукционную печь для графитизации крупных электродов. Из-за неравномерного промера центра изделия возникали внутренние дефекты, которые обнаруживались только на этапе механической обработки готовой продукции. Потери составили более 15% партии. После перехода на специализированную резистивную печь с многозонным управлением дефектность снизилась до менее чем 1%. Этот пример наглядно демонстрирует, что “более современная” технология не всегда является лучшей для конкретной задачи.
Глубокий разбор: Промышленная карбонизационная печь периодического действия
Когда речь заходит о производстве анодных материалов для литий-ионных аккумуляторов или прекурсоров для углеродного волокна, стандартом де-факто становится промышленная карбонизационная печь периодического действия. Почему именно периодическая, а не непрерывная? И почему резистивный нагрев здесь чаще выигрывает у индукции?
Карбонизация — это процесс пиролиза, при котором органические материалы (такие как нефтяной кокс, каменноугольная смола или полиакрилонитрил) разлагаются с выделением летучих веществ. Этот процесс сопровождается значительным газовыделением и изменением объема материала. Печи периодического действия позволяют точно контролировать атмосферу в замкнутом объеме, удаляя выделяющиеся газы через специальные системы очистки и рециркуляции.
Конструктивные особенности и вызовы
Основная сложность проектирования такой печи заключается в управлении давлением и составом газовой среды. При нагреве до 1000–1500 °C выделяется огромное количество водорода, метана и других углеводородов. Если эти газы не удалять эффективно, они могут конденсироваться на более холодных участках печи, создавая отложения смолы, которые затем падают на продукцию, загрязняя ее. Или, что еще хуже, могут привести к взрывоопасной ситуации.
Резистивные печи для карбонизации обычно оснащаются сложной системой газоотвода и барботажными установками. Нагревательные элементы располагаются таким образом, чтобы обеспечить ламинарное движение горячих газов вдоль загрузки, способствуя выносу летучих веществ. Индукционные печи в этом плане менее гибки: локальный перегрев может вызвать слишком быстрое выделение газов, что приводит к растрескиванию материала (“вспучиванию”).
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология уделяет особое внимание решению этих проблем. Наши инженерные решения включают запатентованные системы динамического контроля давления, которые адаптируются к интенсивности газовыделения на разных стадиях цикла. Это позволяет минимизировать риск загрязнения продукции и повысить выход годного продукта. Мы используем высокочистые графитовые нагреватели собственной разработки, которые обеспечивают стабильность температурного поля даже при наличии активных химических сред.
Энергопотребление и операционные расходы (OPEX)
Многие заказчики ошибочно полагают, что индукционные печи всегда экономичнее. Это верно для коротких циклов плавления, но не для длительных процессов карбонизации, которые могут занимать от 24 до 100 часов. В резистивных печах основная статья расходов — это электроэнергия и замена расходных материалов (нагревателей, изоляции).
Современные резистивные печи оснащены системами рекуперации тепла. Отходящие газы, имеющие высокую температуру, используются для подогрева входящего газа или даже для предварительного нагрева следующей партии (в гибридных системах). Это снижает удельное энергопотребление на килограмм продукции на 20–30% по сравнению с моделями пятилетней давности.
Для индукционных печей основные затраты связаны с обслуживанием высокочастотных генераторов и систем охлаждения. КПД инверторов может падать при частичной загрузке, что делает их менее эффективными для небольших партий. Если ваше производство предполагает частую смену номенклатуры и работу с небольшими объемами, резистивная печь с хорошей теплоизоляцией будет экономически выгоднее.
Критерии выбора: когда применять каждую технологию
Не существует универсального ответа. Выбор зависит от специфики вашего сырья, требуемых объемов и качества конечного продукта. Давайте разберем сценарии, где каждая из технологий проявляет себя наилучшим образом.
Выбирайте резистивную вакуумную/атмосферную печь, если:
- Вам нужна высочайшая чистота продукта. Для полупроводниковых графитовых деталей, где уровень примесей должен быть на уровне ppb (parts per billion), вакуумные резистивные печи с графитовой горячей зоной являются безальтернативным решением. Отсутствие металлических элементов в зоне нагрева исключает металлическое загрязнение.
- Вы обрабатываете крупные или сложные по форме изделия. Равномерность излучения от стенок и нагревателей позволяет качественно прогревать детали сложной геометрии, например, лопатки турбин из углерод-углеродных композитов или крупные тигли для выращивания кристаллов.
- Процесс требует длительного выдерживания при высокой температуре. Графитизация требует температур выше 2500 °C в течение нескольких часов. Резистивные печи стабильно держат эти режимы, тогда как индукционные системы испытывают трудности с поддержанием равномерной температуры в больших объемах при таких экстремальных значениях.
- Вы работаете с материалами, чувствительными к электромагнитным полям. Некоторые виды композитных материалов могут менять свои свойства под воздействием сильных магнитных полей.
Выбирайте индукционную печь, если:
- Скорость является критическим фактором. Для процессов быстрого спекания порошков или плавки металлов, где цикл измеряется минутами или часами, индукция непревзойденна.
- Требуется локальный нагрев. Если нужно нагреть только определенную часть изделия или провести зонную плавку, индукционный метод позволяет сфокусировать энергию точно в нужном месте.
- Производство носит серийный характер с малыми габаритами изделий. Маленькие детали из проводящих материалов быстро и равномерно прогреваются вихревыми токами.
- Бюджет на первоначальное оборудование ограничен, а требования к чистоте умеренные. Хотя современные индукционные системы дороги, простые варианты могут быть дешевле сложных вакуумных резистивных комплексов (однако это спорный пункт, так как стоимость владения индукцией часто выше).
Роль автоматизации и контроля качества в современных печах
В 2026 году “железо” — это лишь половина успеха. Вторая половина — это программное обеспечение и системы контроля. Независимо от типа нагрева, современная промышленная карбонизационная печь периодического действия должна быть оснащена интеллектуальной системой управления.
Мы интегрируем в наше оборудование системы предиктивной аналитики. Датчики контролируют не только температуру, но и сопротивление нагревательных элементов, вакуум в камере, состав отходящих газов и вибрацию насосов. Алгоритмы машинного обучения анализируют эти данные в реальном времени и корректируют параметры нагрева, чтобы компенсировать старение элементов или изменения в плотности загрузки.
Например, если системаdetects отклонение температуры в одной из зон более чем на 2 °C от заданного профиля, она автоматически перераспределяет мощность между зонами, не прерывая процесс. Это обеспечивает воспроизводимость результатов от партии к партии, что критически важно для сертификации продукции по стандартам ISO 9001 и отраслевым спецификациям автопроизводителей или производителей чипов.
Особое внимание следует уделить системе безопасности. При работе с углеродными материалами и высокими температурами риски возгорания или разгерметизации реальны. Наши печи оснащены многоуровневыми системами аварийной остановки, автоматическим сбросом давления и подачей инертного газа в случае превышения пороговых значений. Соответствие стандартам CE и EAC является обязательным минимумом для выхода на международные рынки.
Опыт внедрения: кейсы и практические рекомендации
За более чем 20 лет работы в сфере углеродных материалов мы накопили обширную базу знаний о том, что работает, а что нет. Вот несколько ключевых уроков, которые помогут вам избежать типичных ошибок.
Ошибка №1: Игнорирование подготовки сырья. Многие клиенты жалуются на низкое качество продукции, хотя печь работает идеально. Часто проблема кроется в неоднородности исходного сырья. Перед загрузкой в промышленную карбонизационную печь периодического действия материал должен быть тщательно подготовлен и упакован. Использование специальных графитовых контейнеров и засыпок помогает защитить изделие от прямого контакта с элементами нагрева и выравнивает температурное поле.
Ошибка №2: Экономия на обслуживании вакуумной системы. Вакуумные насосы и уплотнения требуют регулярного ТО. Пренебрежение заменой масла или очисткой ловушек приводит к ухудшению вакуума, что, в свою очередь, вызывает окисление графитовых нагревателей и загрязнение продукции кислородом. Мы рекомендуем проводить полную диагностику вакуумной системы каждые 6 месяцев активной эксплуатации.
Ошибка №3: Неправильный выбор температурного профиля. Копирование профилей от других материалов без адаптации ведет к браку. Каждый тип прекурсора имеет свою кинетику разложения. Мы предоставляем клиентам услугу разработки индивидуальных термоциклов на основе лабораторных испытаний их сырья. Это позволяет сократить время на выход на стабильное производство с нескольких месяцев до нескольких недель.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология предлагает подход “под ключ”. Это означает, что мы не просто продаем печь. Мы приезжаем на ваш объект, проводим монтаж, пусконаладку и обучение персонала. Наши инженеры остаются с вами до тех пор, пока первая партия продукции не пройдет контроль качества. Такое сопровождение гарантирует, что вы получите не просто металл и кирпичи, а работающий технологический актив.
Заключение и рекомендации для закупщиков в 2026 году
Подводя итог, можно сказать, что битва между резистивными и индукционными технологиями не имеет одного победителя. Это вопрос соответствия инструмента задаче. Для глубокой переработки углеродных материалов, графитизации и получения сверхчистых продуктов резистивные печи, особенно вакуумные, остаются золотым стандартом индустрии. Их способность обеспечивать равномерный нагрев больших объемов при экстремальных температурах и высокой чистоте среды незаменима.
Индукционные технологии занимают свою важную нишу в задачах, требующих высокой скорости и локального воздействия, но для массовой карбонизации они пока уступают в универсальности и контроле качества.
При выборе поставщика обращайте внимание не только на цену оборудования, но и на глубину экспертизы компании. Способность производителя адаптировать конструкцию печи под ваше сырье, предоставить гарантийную поддержку и обучить ваш персонал — это факторы, которые определят вашу прибыль в долгосрочной перспективе. Технологии развиваются быстро, и партнер, который инвестирует в R&D, как это делает наша компания, сможет предложить вам решения, опережающие рынок.
Если вы стоите перед выбором оборудования для модернизации производства или запуска новой линии, не рискуйте дорогостоящими экспериментами. Доверьтесь опыту лидеров отрасли.
Запросите техническую консультацию по выбору промышленной карбонизационной печи у наших специалистов сегодня. Мы поможем рассчитать оптимальную конфигурацию оборудования под ваши задачи и предоставим детальное коммерческое предложение.
Часто задаваемые вопросы
Какова максимальная температура, которую может достичь промышленная карбонизационная печь?
Современные вакуумные резистивные печи с графитовыми нагревателями, такие как те, что производит ООО Цзянсу Цзюньгэ Чжичэн Технология, могут достигать рабочих температур до 2800–3000 °C. Этого достаточно для полной графитизации углеродных материалов. Индукционные печи обычно ограничены температурой около 2500 °C из-за ограничений материалов тиглей и изоляции.
В чем разница между карбонизацией и графитизацией?
Карбонизация — это процесс нагрева органических материалов до 1000–1500 °C для удаления неуглеродных элементов (водорода, кислорода, азота) и превращения их в аморфный углерод. Графитизация — это последующий нагрев до 2500–3000 °C, при котором атомы углерода упорядочиваются в кристаллическую решетку графита. Для этих этапов часто требуются разные температурные режимы, но они могут выполняться в одном оборудовании, если оно рассчитано на максимальные температуры.
Как долго служит графитовый нагреватель в резистивной печи?
Срок службы зависит от рабочей температуры, атмосферы и частоты термических циклов. В среднем, при правильной эксплуатации и соблюдении температурных профилей, графитовые нагреватели служат от 1 до 3 лет. Регулярная очистка от отложений и работа в вакууме или инертной среде значительно продлевают их жизнь. Наша компания предоставляет рекомендации по оптимизации режимов для максимизации срока службы компонентов.
Можно ли использовать индукционную печь для карбонизации полимеров?
Теоретически да, но это сложно. Полимеры не являются проводниками, поэтому их нельзя нагревать напрямую индукцией. Требуется использование проводящего контейнера (тигля), который нагревается индукцией и передает тепло полимеру. Это усложняет процесс, снижает эффективность и повышает риск загрязнения продукта материалом тигля. Поэтому для карбонизации полимеров предпочтительнее резистивные печи с прямым излучением или конвекцией.
Какие сертификаты необходимы для импорта печей в Россию и страны ЕАЭС?
Для легальной эксплуатации промышленного термооборудования в России и странах Евразийского экономического союза необходимо наличие сертификата соответствия ТР ТС (Технический регламент Таможенного союза), часто маркируемого знаком EAC. Также важно соответствие стандартам пожарной безопасности и электробезопасности. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология имеет опыт сертификации своей продукции по этим стандартам и предоставляет полный пакет документов для таможенной очистки и ввода в эксплуатацию.