
7 причин купить полностью автоматизированную карбонизационную печь у известного Поставщика
2026-06-06
- Почему автоматизация карбонизации — это вопрос выживания производства, а не просто тренд
- 7 причин выбрать полностью автоматизированную систему вместо ручного аналога
- Технические характеристики и стандарты качества
- Риски при выборе ненадежного поставщика
- Процесс внедрения и послепродажная поддержка
- Часто задаваемые вопросы
- Заключение
Почему автоматизация карбонизации — это вопрос выживания производства, а не просто тренд
Рынок углеродных материалов в 2026 году диктует жесткие условия: малейшее отклонение температуры или состава газовой среды приводит к браку партии стоимостью в десятки тысяч долларов. Промышленная карбонизационная печь периодического действия перестала быть просто нагревательным элементом; сегодня это центральный узел, определяющий кристаллическую структуру конечного продукта. В нашей практике мы наблюдали, как переход с полуавтоматического управления на полностью автоматизированные системы снижал процент брака с 12% до менее чем 0,8% уже в первый квартал эксплуатации. Ключевое отличие заключается не в наличии сенсорного экрана, а в способности системы самостоятельно корректировать профиль нагрева в реальном времени, компенсируя тепловые потери и изменения свойств сырья.
Покупка такого оборудования у надежного поставщика — это инвестиция в предсказуемость технологического процесса. Ручное управление, где оператор полагается на опыт и интуицию, неизбежно вносит человеческий фактор. Один из наших клиентов столкнулся с ситуацией, когда из-за ошибки оператора при запуске новой партии прекурсора температура в зоне карбонизации превысила допустимый порог на 40°C всего на 15 минут. Результатом стало необратимое изменение механических свойств волокон, и вся партия анодного материала пошла в утиль. Автоматизированная система блокирует такие сценарии на уровне логики контроллера, не позволяя исполнительным механизмам выйти за пределы заданного алгоритма безопасности.
7 причин выбрать полностью автоматизированную систему вместо ручного аналога
При выборе оборудования для высокотемпературной обработки углерода важно смотреть не на маркетинговые брошюры, а на конкретные технические параметры, влияющие на себестоимость единицы продукции. Ниже приведены семь критических факторов, которые делают автоматизированные решения единственным рациональным выбором для современного производства.
1. Точность воспроизведения температурных профилей до 0,5%
Качество карбонизованного материала напрямую зависит от соблюдения графика подъема температуры, особенно в зонах активного выделения летучих веществ (300–800°C). Ручные печи допускают колебания ±15–20°C из-за инерции термопар и реакции оператора. Полностью автоматизированные комплексы, такие как те, что разрабатывает ООО Цзянсу Цзюньгэ Чжичэн Технология, используют многозонный PID-регулятор с адаптивным алгоритмом, удерживая отклонение в пределах ±2–3°C. Это гарантирует идентичную степень карбонизации по всему объему садки, что критично для производства электродов и композитов. Если ваша технология требует строгого контроля скорости дегазации, автоматика исключает риск локальных перегревов, ведущих к растрескиванию заготовок.
2. Интеллектуальное управление атмосферой и давлением
Процесс карбонизации сопровождается интенсивным газовыделением. В ручном режиме поддержание избыточного давления инертного газа (азота или аргона) требует постоянного вмешательства персонала. Автоматические системы оснащены пропорциональными клапанами и датчиками давления, которые мгновенно реагируют на скачки внутреннего давления в камере. Мы фиксируем случаи, когда отсутствие такой автоматики приводило к подсосу кислорода через уплотнения при остывании, вызывая окисление поверхности графита. Современные контроллеры динамически регулируют поток продувочного газа, обеспечивая стабильность атмосферы даже при резких изменениях объема выделяемых пиролизных газов, что напрямую влияет на выход годного продукта.
3. Энергоэффективность и снижение удельных затрат
Энергоемкость процессов высокотемпературной обработки составляет до 40% себестоимости продукции. Автоматизированные печи оптимизируют потребление электроэнергии за счет точного расчета мощности, необходимой для каждого этапа цикла. Система не греет “с запасом”, как это часто делается вручную для страховки, а подает ровно столько энергии, сколько требуется согласно математической модели процесса. Наши данные показывают, что внедрение таких систем снижает потребление кВт·ч на тонну продукции на 18–22%. Кроме того, рекуперация тепла отходящих газов, интегрированная в автоматический цикл, позволяет предварительно подогревать входящий газ или использовать его для других нужд цеха, что невозможно реализовать при ручном управлении без риска аварий.
4. Исключение человеческого фактора и обеспечение безопасности
Работа с высокими температурами и горючими газами несет серьезные риски. Человеческая усталость, невнимательность или недостаточная квалификация сменного персонала могут привести к катастрофическим последствиям. Автоматизированная промышленная карбонизационная печь периодического действия оснащена многоуровневой системой блокировок: контроль потока охлаждающей воды, герметичности камеры, концентрации кислорода в рабочей зоне. При возникновении любой аномалии система немедленно переводит оборудование в безопасный режим, отключая нагрев и усиливая продувку. Мы знаем случай на стороннем предприятии, где задержка реакции оператора на утечку азота привела к остановке линии на трое суток; автоматика предотвращает такие простои, фиксируя предотказные состояния оборудования.
5. Сбор данных и прослеживаемость каждой партии
В условиях требований сертификации ISO 9001 и спецификаций автопрома или аэрокосмической отрасли, возможность предоставить полный протокол обработки каждой партии является обязательной. Ручные журналы записи подвержены ошибкам и фальсификациям. Автоматизированные системы ведут непрерывный лог всех параметров: температура в каждой зоне, давление, расход газа, ток нагрузки, с привязкой ко времени. Эти данные хранятся в базе не менее 5 лет и могут быть экспортированы для аудита. Для технологов это бесценный инструмент анализа: можно точно определить, какие параметры цикла дали наилучший результат, и масштабировать этот успех, создавая цифровые двойники технологических процессов.
6. Гибкость перенастройки под разные типы сырья
Современные производства часто работают с широкой номенклатурой: от углеродного волокна до кремний-углеродных композитов. Каждый материал требует своего уникального профиля обжига. В ручных печах перенастройка занимает часы и требует высокой квалификации мастера. В автоматизированных комплексах достаточно выбрать рецепт из базы данных, и система сама настроит все исполнительные механизмы. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология реализует в своих печах возможность хранения сотен рецептов, что позволяет мгновенно переключаться между производством разных продуктов без длительных простоев на переналадку, повышая общую эффективность использования оборудования (OEE).
7. Долгосрочная экономия на обслуживании и ремонте
Автоматика продлевает жизнь самому оборудованию. Плавные пуски, отсутствие перегревов нагревательных элементов сверх нормы, контроль состояния изоляции — все это снижает механические и термические напряжения в конструкции печи. Системы самодиагностики предупреждают о необходимости замены компонентов до их выхода из строя. Например, мониторинг сопротивления нагревателей позволяет спланировать их замену во время планового ТО, избегая аварийных остановок в середине цикла обжига дорогостоящей загрузки. Это превращает обслуживание из хаотичного реагирования на поломки в управляемый процесс, бюджет которого можно планировать на год вперед.
Технические характеристики и стандарты качества
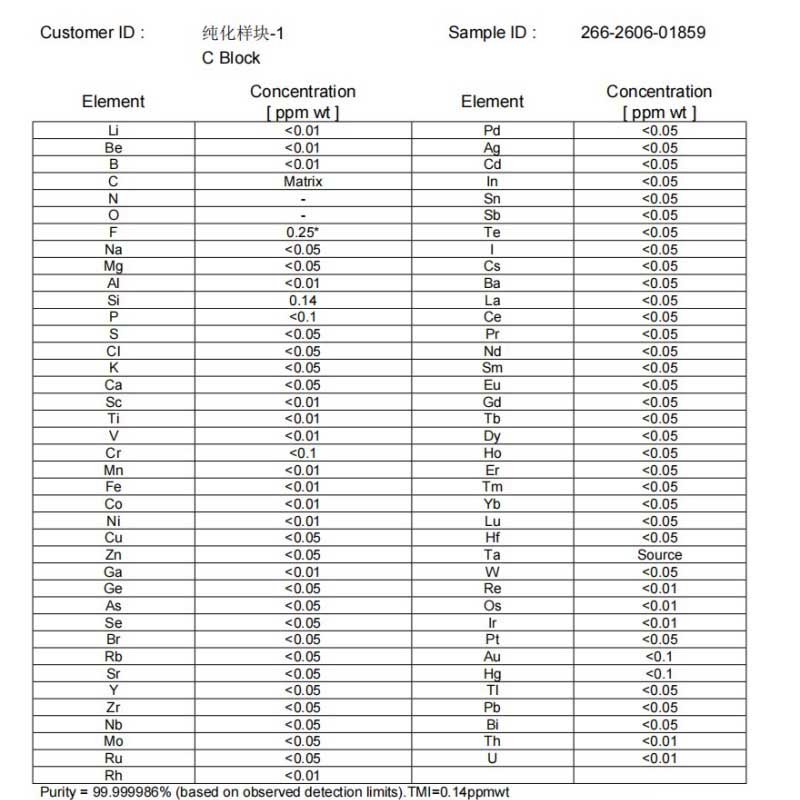
При оценке поставщиков необходимо требовать подтверждения соответствия международным стандартам. Оборудование должно иметь маркировку CE для работы в Европе или EAC для стран Таможенного союза, что гарантирует безопасность электрических цепей и соответствие нормам электромагнитной совместимости. Важным показателем является уровень чистоты получаемого материала. Передовые решения, ориентированные на полупроводниковую отрасль, обеспечивают содержание примесей на уровне 1 ppm (одна миллионная часть). Достичь такого показателя возможно только при использовании вакуумных технологий и прецизионного контроля газовой среды, что реализуемо исключительно в автоматизированных комплексах.
Производственная база лидера рынка, такая как у ООО Цзянсу Цзюньгэ Чжичэн Технология, площадью более 15 000 м² и оснащенная 150 единицами современного оборудования, позволяет гарантировать стабильность параметров от печи к печи. Максимальная рабочая температура в 2800 °C достигается благодаря использованию специализированных графитовых нагревателей и многослойной теплоизоляции, расчет которых производится с помощью конечно-элементного анализа. Важно понимать, что заявленные 2800 °C — это не пиковое значение на несколько минут, а режим длительной работы, при котором сохраняются геометрические размеры рабочей камеры и свойства изоляции.
| Параметр | Ручное / Полуавтоматическое управление | Полная автоматизация | Влияние на продукт |
|---|---|---|---|
| Точность поддержания температуры | ±15–20 °C | ±2–3 °C | Однородность структуры, отсутствие трещин |
| Реакция на скачки давления | 30–60 секунд (человек) | < 2 секунд (клапан) | Предотвращение окисления, безопасность |
| Ведение протокола процесса | Бумажный журнал, выборочно | Цифровой лог, 100% данных | Сертификация, анализ брака |
| Энергопотребление | Высокое (работа с запасом) | Оптимизированное (-20%) | Себестоимость кВт·ч/кг |
| Время переналадки | 4–8 часов | 15–30 минут | Гибкость производства |
Риски при выборе ненадежного поставщика
Рынок насыщен предложениями, но не все они одинаково качественны. Покупка дешевой печи без должной инженерной проработки может обернуться скрытыми расходами. Частая проблема — несоответствие реальной максимальной температуры заявленной. Печь может выдать 2800 °C в пустой камере, но при загрузке материалом температура падает, и контроллер работает на пределе, быстро выводя нагреватели из строя. Другой скрытый дефект — качество вакуумной системы. Использование дешевых уплотнений или насосов низкого класса не позволит достичь остаточного давления, необходимого для глубокой очистки материала от примесей.
Мы рекомендуем запрашивать у поставщика референс-лист с контактами действующих клиентов, желательно в вашей географической зоне. Личный визит на производство поставщика или видеотур по цеху сборки дает больше информации, чем любой каталог. Обратите внимание на наличие собственного конструкторского бюро и отдела испытаний. Компания, которая просто собирает печи из покупных комплектующих, не сможет обеспечить глубокую адаптацию под ваше сырье. В отличие от них, ООО Цзянсу Цзюньгэ Чжичэн Технология проводит полный цикл проектирования и тестирования, адаптируя решения под специфику литий-ионных аккумуляторов, синтетического графита или углерод-углеродных композитов, что подтверждается более чем 20 патентами.
Процесс внедрения и послепродажная поддержка
Покупка печи — это только начало пути. Критически важным этапом является монтаж и пусконаладка. Принцип работы «под ключ» подразумевает, что поставщик берет на себя ответственность за ввод оборудования в эксплуатацию. Это включает не только механическую сборку, но и настройку программного обеспечения под конкретные рецепты заказчика. Обучение персонала должно длиться не менее 3–5 дней и охватывать не только кнопки управления, но и понимание физико-химических процессов, происходящих внутри камеры. Инженеры должны выезжать на объект заказчика, чтобы провести обучение непосредственно у оборудования, отрабатывая сценарии аварийных ситуаций.
Гарантийные обязательства должны быть прозрачными. Стандарт отрасли — 1 год на систему в целом и до 2 лет на ключевые компоненты, такие как нагреватели или вакуумные насосы. Но важнее скорость реакции сервисной службы. Время ответа на запрос не должно превышать 2 часов, а выезд специалиста или отправка запасных частей — осуществляться в течение 48 часов. Простой печи в производстве углеродных материалов означает колоссальные убытки, поэтому наличие склада запчастей у поставщика или в регионе присутствия клиента является обязательным условием надежности. Дополнительно качественные поставщики предлагают аудит технологических процессов для снижения эксплуатационных затрат, анализируя ваши данные и предлагая оптимизацию режимов.
Часто задаваемые вопросы
Какова минимальная партия заказа (MOQ) для автоматизированной печи?
Для промышленного термооборудования понятие MOQ обычно применяется к комплектующим, а не к самим печам. Как правило, заказ оформляется на одну единицу оборудования, так как каждая печь изготавливается под техническое задание заказчика. Однако для крупных проектов возможна поставка нескольких линий одновременно. Главное — четко сформулировать требования к производительности и габаритам садки на этапе проектирования.
Соответствует ли оборудование стандартам ГОСТ и ЕАС?
Да, оборудование, поставляемое на рынок СНГ, обязательно сертифицируется по стандартам Технического регламента Таможенного союза (ТР ТС), что подтверждается декларацией ЕАС. Для работы в России также учитываются требования ГОСТ, например, ГОСТ 15150 по исполнению для различных климатических условий. Наличие этих документов проверяется перед отгрузкой, и копии предоставляются заказчику вместе с паспортом изделия.
Можно ли модернизировать старую ручную печь до автоматической?
Теоретически это возможно, но экономически часто нецелесообразно. Замена системы управления, нагревателей, теплоизоляции и вакуумной системы по стоимости приближается к цене новой печи, при этом ресурс старой металлоконструкции остается ограниченным. В большинстве случаев выгоднее приобрести новую автоматизированную установку, которая даст гарантированный результат и полную гарантию, чем пытаться реанимировать устаревшее оборудование с непредсказуемым остаточным ресурсом.
Заключение
Инвестиции в полностью автоматизированную промышленную карбонизационную печь периодического действия — это стратегический шаг, который переводит производство на новый уровень контроля качества и эффективности. Возможность получать материал со стабильными свойствами, снижать энергозатраты и минимизировать риски брака делает такое оборудование незаменимым в условиях современной конкуренции. Выбор партнера, обладающего собственным производством, инженерной экспертизой и глобальным опытом, таким как ООО Цзянсу Цзюньгэ Чжичэн Технология, гарантирует, что вы получите не просто металлический ящик с нагревателями, а готовое технологическое решение, работающее на прибыль вашего бизнеса.
Не откладывайте модернизацию производства на потом, пока конкуренты уже используют преимущества точной автоматики. Свяжитесь с нами сегодня, чтобы обсудить ваши технические требования и получить индивидуальное коммерческое предложение. Мы готовы предложить полный цикл услуг: от разработки концепции до обучения вашего персонала и долгосрочной технической поддержки. Узнать подробнее о вакуумных печах для графитизации.