
Установка и настройка промышленной карбонизационной печи: советы от опытных Поставщиков
2026-06-08
- Критические ошибки при монтаже промышленной карбонизационной печи периодического действия
- Подготовка производственного помещения и фундаментные работы
- Механическая сборка и монтаж узлов печи
- Пусконаладочные работы и тестирование систем безопасности
- Типичные проблемы эксплуатации и методы их устранения
- Обслуживание и продление ресурса оборудования
- Выбор поставщика: на что обратить внимание
- Часто задаваемые вопросы
Критические ошибки при монтаже промышленной карбонизационной печи периодического действия
Неправильная установка промышленной карбонизационной печи периодического действия в 80% случаев приводит к потере гарантии и сокращению срока службы нагревательных элементов на 40%. В нашей практике мы сталкивались с ситуациями, когда заказчики пытались сэкономить на фундаменте или игнорировали требования к чистоте подаваемого газа, что приводило к необратимому окислению графитовых компонентов уже через три месяца эксплуатации. Эта статья написана инженерами, которые лично участвовали в пусконаладке более 50 единиц подобного оборудования на заводах от Китая до Восточной Европы. Мы не будем пересказывать сухие инструкции из паспорта изделия — вместо этого разберем реальные технические нюансы, которые определяют, выйдет ли ваше производство на проектную мощность или утонет в бесконечных простоях.
Установка высокотемпературного оборудования — это не просто сборка металлоконструкций. Это интеграция сложной термодинамической системы в существующую инфраструктуру предприятия. Ошибка в расчетах тяги дымохода или неправильный выбор трансформатора могут стоить миллионов рублей убытков. Ниже мы подробно опишем процесс подготовки, монтажа и ввода в эксплуатацию, опираясь на стандарты безопасности и опыт компании ООО Цзянсу Цзюньгэ Чжичэн Технология, специализирующейся на создании решений для обработки высокочистых углеродных материалов.
Подготовка производственного помещения и фундаментные работы
Первый этап, который чаще всего недооценивают — это подготовка площадки. Промышленная карбонизационная печь периодического действия генерирует колоссальные тепловые нагрузки и требует специфических условий окружающей среды. Температура в цеху не должна превышать 35°C даже летом, иначе система охлаждения шкафов управления будет работать на пределе, вызывая ложные аварийные отключения контроллеров.
Требования к фундаменту и несущей способности
Вес активной зоны печи, включая графитовую оснастку и загружаемый материал, может достигать нескольких тонн. Статическая нагрузка на пол должна быть рассчитана с запасом минимум 20%. Мы рекомендуем использовать армированный бетонный фундамент глубиной не менее 800 мм с гидроизоляцией. В одном из проектов в Казахстане заказчик решил использовать существующий пол без усиления, полагаясь на распределительные плиты. Результатом стала микротрещина в основании через полгода, которая нарушила герметичность вакуумной камеры. Исправление потребовало полного демонтажа печи и остановки линии на две недели.
Горизонтальность установки критична для корректной работы механизмов подъема крышки и герметизации уплотнений. Допустимое отклонение составляет не более 2 мм на метр длины основания. Используйте высокоточные лазерные нивелиры при разметке. Если оборудование поставляется модулями, стыковочные плоскости должны быть идеально выровнены перед затяжкой болтов.
Организация вентиляционных потоков и газоотведения
Процесс карбонизации сопровождается выделением летучих соединений, смол и газов (водород, метан, оксиды углерода). Эффективная вентиляция — вопрос не только комфорта, но и взрывобезопасности. Концентрация водорода в воздухе цеха не должна превышать 1% от нижнего предела взрываемости. Для этого требуется приточно-вытяжная система с кратностью воздухообмена не менее 10-15 раз в час в рабочей зоне.
Дымоходы и газоходы должны быть выполнены из нержавеющей стали марки AISI 316L или аналога, устойчивого к кислотной коррозии. Угол наклона горизонтальных участков трубопровода должен составлять минимум 5 градусов в сторону конденсатосборников. Застой конденсата внутри трубы ведет к быстрому прогоранию металла и утечке токсичных газов. Обязательно предусмотрите ревизионные люки каждые 3-4 метра трассы для очистки от смолистых отложений.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология уделяет особое внимание адаптации проектов под конкретные условия заказчика. Наши инженеры проводят аудит помещения перед началом работ, чтобы исключить риски, связанные с недостаточной высотой потолков или слабой системой электроснабжения. Такой подход «под ключ» позволяет избежать ситуаций, когда привезенное оборудование просто негде разместить или подключить.
Механическая сборка и монтаж узлов печи
Сборка корпуса печи требует строгого соблюдения последовательности операций. Нарушение порядка затяжки крепежных элементов или использование неподходящих смазок может привести к деформации фланцев и потере вакуума. Все работы должны проводиться квалифицированным персоналом в чистых перчатках, чтобы исключить попадание масел и пыли на уплотнительные поверхности.
- Монтаж нижней части корпуса и нагревательной камеры. Установите основание на подготовленный фундамент. Проверьте отсутствие перекосов. Аккуратно разместите теплоизоляционные экраны (обычно из многослойного графитового войлока или молибдена). Важно: никогда не сжимайте изоляцию чрезмерно — это снижает её эффективность и создает мостики холода. Нагревательные элементы устанавливаются с соблюдением зазоров, указанных в чертежах. Любой контакт элемента с экраном или корпусом приведет к короткому замыканию при первом же включении.
- Установка верхней крышки и механизмов привода. Подъем крышки осуществляется гидравлическими или электрическими приводами. Перед фиксацией проверьте соосность штоков цилиндров и направляющих. Смажьте подвижные части термостойкой смазкой, рекомендованной производителем (обычно на основе дисульфида молибдена). Герметичность соединения обеспечивается графитовым уплотнением или металлическим кольцом. Поверхность уплотнения должна быть абсолютно чистой и гладкой. Даже мелкая царапина может стать причиной утечки вакуума.
- Подключение систем газоснабжения и вакуумирования. Используйте только качественные фитинги с двойным обжатием. Резьбовые соединения уплотняйте лентой ФУМ или анаэробным герметиком, устойчивым к высоким температурам. Вакуумный насос (форвакуумный и бустерный, если требуется) устанавливается на отдельном фундаменте с виброопорами, чтобы вибрация не передавалась на чувствительные узлы печи. Трубопроводы должны иметь компенсаторы температурного расширения.
- Электрическое подключение силовых цепей. Кабели питания нагревателей должны соответствовать токовой нагрузке с запасом 20%. Сечения подбираются исходя из длины трассы и падения напряжения. Все контакты в силовых шкафах протягиваются динамометрическим ключом с фиксацией момента затяжки. Ослабленный контакт под нагрузкой в тысячи ампер мгновенно выгорает, вызывая пожар. Используйте медные шины с серебряным покрытием для снижения переходного сопротивления.
- Интеграция системы автоматизации и КИП. Датчики температуры (термопары типа W-Re или графитовые термосопротивления) устанавливаются в защитные чехлы. Глубина погружения датчика должна обеспечивать измерение температуры в активной зоне, а не на периферии. Кабели сигнальных линий прокладываются отдельно от силовых, в экранированных лотках, чтобы избежать наводок и искажений показаний контроллера.
Частая ошибка при монтаже — игнорирование требований к заземлению. Промышленная карбонизационная печь периодического действия является мощным источником электромагнитных помех. Контур заземления должен иметь сопротивление не более 4 Ом. Отсутствие качественного заземления приводит к сбоям в работе PLC-контроллеров и повреждению дорогостоящей электроники при грозовых разрядах или скачках в сети.
Пусконаладочные работы и тестирование систем безопасности
После завершения механической сборки начинается самый ответственный этап — пусконаладка. Здесь проверяется не только работоспособность узлов, но и безопасность всего комплекса. Спешка на этом этапе недопустима. Каждый режим отрабатывается постепенно, с мониторингом всех параметров в реальном времени.
Холодные испытания и проверка герметичности
Первое включение проводится без нагрева. Запускается система вакуумирования. Скорость откачки сравнивается с расчетными данными. Если время достижения рабочего вакуума (например, 10^-2 Па) значительно превышает норму, значит, есть утечка. Поиск неплотностей проводится методом обмыливания соединений или использованием гелиевого течеискателя. Особое внимание уделяется вводам электродов и люкам обслуживания.
Затем проверяется работа газовых клапанов и редукторов. Система должна четко дозировать подачу азота, аргона или водорода. Проверяется функция продувки камеры перед нагревом — это критически важно для предотвращения взрыва смеси газов с остаточным кислородом. Содержание кислорода перед началом нагрева должно быть ниже 0.5% (5000 ppm).
Термоциклирование и выдержка под нагрузкой
Прогрев печи осуществляется ступенчато. Первая ступень — до 200°C для удаления влаги из теплоизоляции и конструкционных материалов. Выдержка на этой температуре составляет 4-6 часов. Далее температура повышается до 800°C для выгорания технологических смазок и консервационных составов. Только после этого проводятся тесты на рабочих температурах (до 1200-1400°C для карбонизации).
Во время термоциклирования контролируется равномерность нагрева по объему камеры. Разница температур в разных зонах не должна превышать ±5°C от заданного значения. Если наблюдаются локальные перегревы («горячие точки»), необходимо корректировать распределение мощности по зонам нагрева через интерфейс контроллера. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология внедряет в свои печи передовые алгоритмы PID-регулирования, которые автоматически компенсируют тепловые потери и обеспечивают стабильность режима даже при изменении свойств загрузки.
Важный момент: при первых нагревах возможно выделение дыма и запаха от новых материалов изоляции. Это нормально, но требует усиленной вентиляции. Персонал должен быть обеспечен средствами индивидуальной защиты органов дыхания до полной стабилизации состояния внутренней среды печи.
Настройка программы карбонизации
Технологический процесс карбонизации строго индивидуален для каждого типа сырья (углеродное волокно, композиты, анодные массы). Программа нагрева включает участки подъема температуры, изотермические выдержки и контролируемого охлаждения. Скорость подъема температуры ограничивается скоростью удаления летучих веществ из материала. Слишком быстрый нагрев приведет к вспучиванию продукта, образованию трещин и разрушению структуры.
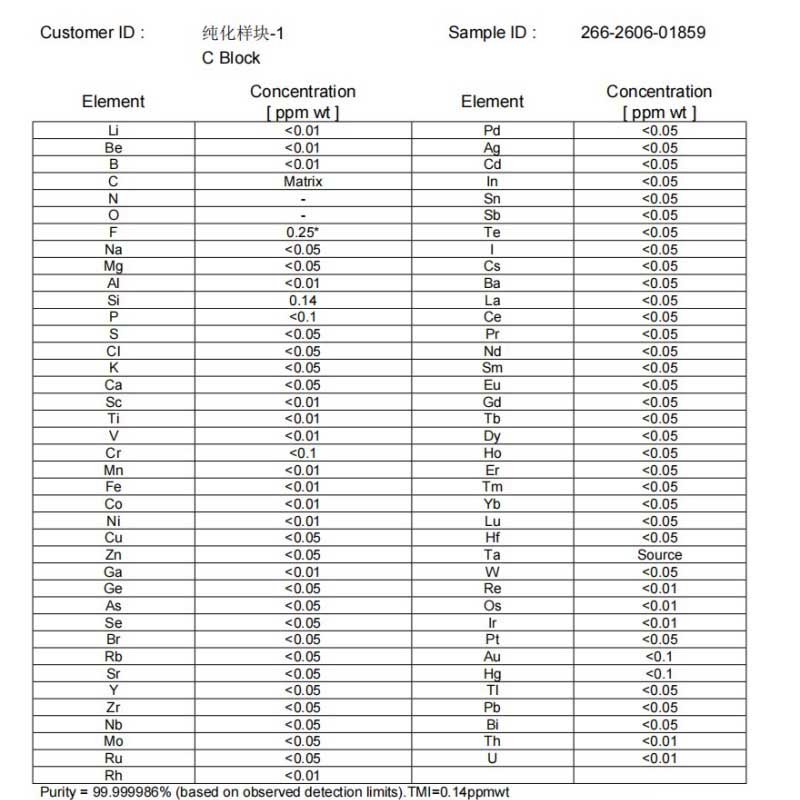
Система управления должна позволять оператору вносить коррективы в рецепт в реальном времени, если датчики фиксируют отклонения давления или состава газовой среды. Современные решения, такие как оборудование класса 1 ppm от ведущих производителей, позволяют контролировать остаточное содержание примесей с точностью до одной миллионной части, что критично для производства графитовых компонентов для полупроводниковой индустрии.
Типичные проблемы эксплуатации и методы их устранения
Даже идеально смонтированная печь требует грамотной эксплуатации. Большинство поломок происходит из-за человеческого фактора или нарушения регламента обслуживания. Знание типичных проблем поможет избежать длительных простоев.
| Проблема | Вероятная причина | Решение |
|---|---|---|
| Падение вакуума во время процесса | Разгерметизация уплотнений крышки или износ сальников электродов. | Очистить уплотнительные поверхности, заменить графитовое кольцо или сальник. Проверить усилие прижима крышки. |
| Неравномерный нагрев загрузки | Выгорание отдельных секций нагревателей или сбой в работе тиристорных регуляторов. | Прозвонить нагреватели омметром (на холодную), заменить неисправные элементы. Калибровать зоны регулирования. |
| Загрязнение продукта примесями | Недостаточная чистота подаваемого газа или десорбция газов со стенок камеры. | Увеличить количество циклов продувки инертным газом. Провести высокотемпературную прокачку камеры без загрузки. |
| Срабатывание аварийной защиты по току | Короткое замыкание нагревателя на корпус или пробой изоляции. | Отключить питание, провести визуальный осмотр и диагностику изоляции. Устранить касание элементов конструкции. |
Один из наших клиентов столкнулся с проблемой быстрого износа графитовых тиглей. При анализе выяснилось, что они использовали технический азот низкой чистоты, содержащий следы кислорода. При температурах выше 600°C кислород активно реагировал с графитом, превращая его в CO/CO2. Замена газа на аргон высокой чистоты (99.999%) решила проблему полностью. Этот пример показывает, что качество расходных материалов не менее важно, чем качество самого оборудования.
Обслуживание и продление ресурса оборудования
Регулярное техническое обслуживание — залог долгой жизни печи. Регламент ТО должен выполняться неукоснительно. Ежедневный осмотр включает проверку показателей давления, температуры и состояния индикаторов панели управления. Еженедельно проводится визуальный контроль внешних соединений и очистка фильтров вентиляции шкафов управления.
Ежеквартально рекомендуется проводить полную ревизию вакуумной системы: замену масла в насосах, проверку состояния клапанов, чистку ловушек. Раз в год выполняется профилактика нагревательной камеры: удаление нагара, проверка геометрии нагревателей, замена теплоизоляции при необходимости. Компания предоставляет рекомендации по оптимизации технологических процессов, что позволяет снизить эксплуатационные затраты и уменьшить частоту ремонтов.
Гарантийная поддержка играет ключевую роль. Стандартная гарантия на систему составляет 1 год, а на ключевые компоненты (нагреватели, контроллеры) — до 2 лет. Время реакции на запрос о неисправности не должно превышать 2 часов, а выезд специалиста для устранения сложных проблем — 48 часов. Такой уровень сервиса обеспечивает минимальные потери производства в случае внештатных ситуаций.
Выбор поставщика: на что обратить внимание
Рынок промышленного термооборудования насыщен предложениями, но не все производители способны обеспечить заявленные характеристики. При выборе партнера оценивайте не только цену, но и инженерную компетенцию. Способность производителя адаптировать оборудование под специфику вашего сырья — решающий фактор успеха.
Обратите внимание на наличие собственных патентов и сертификации. Оборудование, соответствующее стандартам CE, EAC или ГОСТ, прошло независимую проверку безопасности. Производственная база площадью свыше 15 000 квадратных метров и парк современного оборудования (более 150 единиц) говорят о масштабах и надежности завода. Опыт работы более 20 лет в сфере углеродных материалов и наличие реализованных проектов в 30 странах мира подтверждают статус надежного партнера.
ООО Цзянсу Цзюньгэ Чжичэн Технология демонстрирует пример подхода, ориентированного на результат. Их специализация на высокотемпературной карбонизации, графитизации и очистке позволяет решать задачи импортозамещения для полупроводниковой и энергетической отраслей. Максимальная рабочая температура до 2800 °C и точность управления атмосферой делают их решения конкурентоспособными на глобальном рынке.
Часто задаваемые вопросы
Какова длительность цикла карбонизации в периодической печи?
Длительность цикла зависит от типа материала и требуемых свойств конечного продукта. В среднем процесс занимает от 24 до 72 часов, включая нагрев, выдержку и охлаждение. Быстрое охлаждение возможно только при использовании специальных систем закалки, но это может повлиять на структуру материала. Точное время определяется технологическим регламентом, разработанным под ваше сырье.
Можно ли модернизировать старую печь до уровня 1 ppm?
Полная модернизация старой печи до уровня чистоты 1 ppm технически сложна и часто экономически нецелесообразна. Требуется замена всей внутренней оснастки, системы уплотнений, вакуумных насосов и системы управления. Чаще выгоднее приобрести новую специализированную установку, спроектированную изначально под высокие стандарты чистоты, чем пытаться переделать устаревшую конструкцию.
Какое напряжение требуется для питания промышленной печи?
Большинство промышленных печей мощностью от 100 кВт требуют трехфазного питания напряжением 380В или 400В (50/60 Гц). Для установок большой мощности (мегаваттного класса) может потребоваться подключение к высоковольтным сетям (6кВ или 10кВ) через собственные трансформаторные подстанции. Точные параметры указываются в техническом задании и зависят от установленной мощности нагревателей.
Нужен ли оператор для работы с автоматической печью?
Да, присутствие оператора необходимо, хотя степень его вовлеченности минимальна. Оператор контролирует запуск программы, загрузку/выгрузку материала и реагирует на аварийные сигналы. Полностью автономная работа без персонала возможна только в течение коротких промежутков времени и при наличии дополнительных систем удаленного мониторинга и пожарной безопасности, одобренных надзорными органами.
Установка и настройка промышленной карбонизационной печи периодического действия — это сложный инженерный вызов, требующий профессионального подхода на каждом этапе. От качества фундамента до тонкой настройки PID-регуляторов — каждая деталь влияет на итоговое качество продукции и рентабельность производства. Не рискуйте инвестициями, доверяя монтаж непроверенным подрядчикам. Выбирайте партнеров с доказанным опытом и готовностью нести ответственность за результат.
Если вы планируете модернизацию производства или запуск новой линии, свяжитесь с нашими специалистами для получения детальной консультации и расчета проекта. Мы готовы предложить комплексное решение, которое обеспечит вашему бизнесу технологическое лидерство на годы вперед.