
Техническое обслуживание графитового карбонизационного оборудования: гид от Производителя
2026-06-09
- Почему плановое обслуживание определяет срок службы вашей карбонизационной печи
- Критические узлы промышленной карбонизационной печи периодического действия и их уязвимости
- Пошаговый регламент технического обслуживания: от диагностики до профилактики
- Типичные ошибки эксплуатации и методы их предотвращения
- Как современные технологии повышают надежность оборудования
- Часто задаваемые вопросы
- Заключение: Инвестиция в обслуживание как стратегия развития
Почему плановое обслуживание определяет срок службы вашей карбонизационной печи
В нашей практике работы с высокотемпературным оборудованием мы неоднократно сталкивались с ситуацией, когда дорогостоящая промышленная карбонизационная печь периодического действия выходила из строя не из-за заводского брака, а по причине игнорирования регламентных работ. Простой линии на 48 часов из-за отказа вакуумного насоса или пробоя изоляции обходится заводу в суммы, превышающие стоимость годового контракта на сервисное обслуживание. Графитизация и карбонизация — процессы, требующие экстремальных температур до 2800 °C и глубокого вакуума; в таких условиях любая микротрещина или загрязнение становятся критическими факторами риска.
Эта статья написана инженерами, которые своими руками собирали, запускали и ремонтировали десятки печей для обработки углеродных материалов. Мы не будем пересказывать сухие инструкции из паспортов оборудования. Вместо этого мы разберем реальные кейсы, покажем, где чаще всего возникают проблемы, и дадим пошаговый алгоритм действий, который позволит продлить ресурс вашего оборудования на 30–40%. Если вы эксплуатируете оборудование класса 1 ppm для полупроводниковой отрасли или производите анодные материалы для аккумуляторов, знание этих нюансов напрямую влияет на чистоту конечного продукта и вашу прибыль.
Критические узлы промышленной карбонизационной печи периодического действия и их уязвимости
Любая промышленная карбонизационная печь периодического действия представляет собой сложный термохимический комплекс, где механика, электроника и термодинамика работают на пределе возможностей материалов. Ошибочно полагать, что обслуживание сводится лишь к замене нагревателей. В реальности 80% инцидентов происходят в периферийных системах: вакуумных трактах, системах охлаждения и герметизирующих элементах.
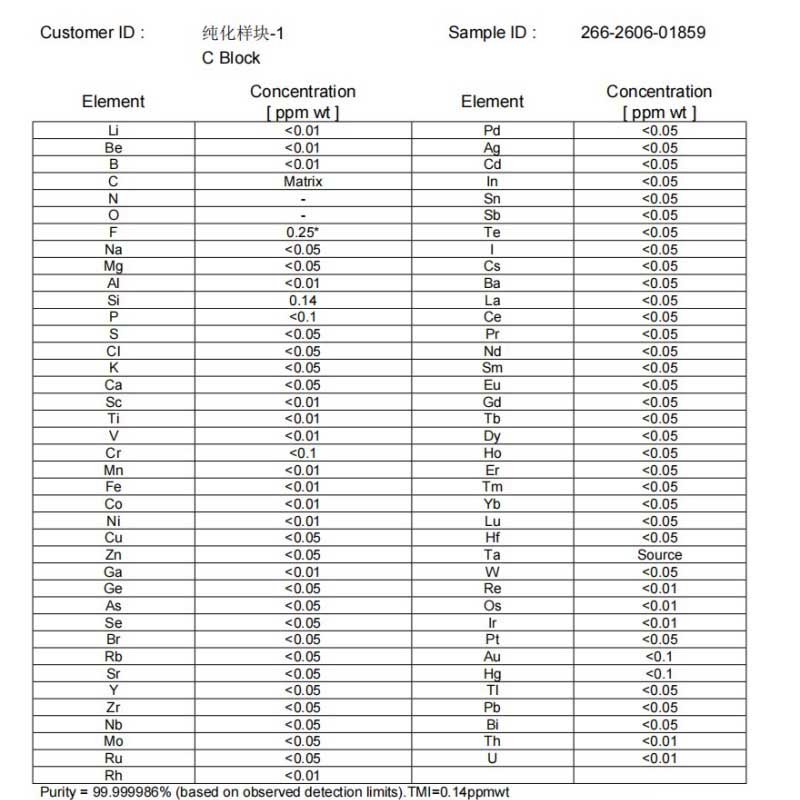
Нагревательные элементы из графита или углерод-углеродного композита работают в агрессивной среде. При температурах выше 2000 °C начинается интенсивное испарение связующих компонентов, если технология нарушена. Однако главная проблема — это окисление при разгерметизации. Даже микроскопический подсос воздуха (кислорода) приводит к быстрому выгоранию нагревателя. В компании ООО Цзянсу Цзюньгэ Чжичэн Технология мы внедряем системы мониторинга остаточного содержания примесей, которые фиксируют отклонения на уровне частей на миллион (ppm), но без регулярной проверки уплотнений эти датчики лишь констатируют факт аварии, а не предотвращают её.
Вакуумная система — сердце любой высокотемпературной печи. Корневые насосы, бустеры и диффузионные насосы требуют особого внимания к рабочим жидкостям и состоянию лопаток. Загрязнение масла продуктами пиролиза (смолами), выделяющимися из сырья в процессе карбонизации, приводит к потере глубины вакуума. Мы видели случаи, когда клиенты пытались экономить на масле, увеличивая интервалы его замены. Результатом становилось падение производительности насоса на 40% и, как следствие, увеличение времени цикла обработки партии, что снижало общую эффективность производства.
Система водяного охлаждения часто воспринимается как второстепенная, пока не случается перегрев токовводов или корпуса камеры. Образование накипи внутри каналов охлаждения снижает теплоотвод критически. В одном из проектов, где мы проводили аудит после аварийного останова, выяснилось, что сечение трубок уменьшилось на 60% из-за отложений солей жесткости. Это привело к локальному перегреву фланцев и деформации уплотнительных колец. Регулярный контроль расхода воды и её температуры на входе и выходе — обязательное условие безопасной эксплуатации.
Герметичность камеры обеспечивается сложной системой уплотнений. Резиновые кольца (O-rings) имеют ограниченный ресурс, особенно при циклических нагревах и охлаждениях. Металлические уплотнения более долговечны, но требуют идеальной чистоты посадочных поверхностей. Любая царапина или частица графитовой пыли, попавшая под прокладку, станет каналом утечки. Проверка геометрии фланцев и состояния уплотнений должна проводиться не реже одного раза в квартал, а при интенсивной работе — ежемесячно.
Пошаговый регламент технического обслуживания: от диагностики до профилактики
Для обеспечения стабильной работы оборудования необходимо строго следовать утвержденному регламенту. Ниже представлен проверенный алгоритм, который мы используем при сервисном сопровождении наших клиентов. Отступление от этих шагов может привести к непредсказуемым последствиям.
-
Подготовка и визуальный осмотр (Еженедельно)
Перед началом любых работ оборудование должно быть полностью обесточено, а камера охлаждена до безопасной температуры (ниже 50 °C). Первым шагом является тщательный визуальный осмотр внешней оболочки печи, шкафов управления и периферийного оборудования. Ищите следы перегрева на контактах, потеки масла под насосами, признаки коррозии на трубопроводах охлаждения. Особое внимание уделите состоянию гибких шлангов и электрических кабелей — они не должны иметь трещин или заломов. Часто именно ослабленный контакт в силовой цепи становится причиной неравномерного нагрева и выхода из строя тиристоров. Убедитесь, что аварийные кнопки и датчики давления ничем не заблокированы и находятся в рабочем положении. -
Диагностика вакуумной системы (Ежемесячно)
Проверка работоспособности вакуумной группы требует проведения теста на скорость откачки и предельное давление. Запустите систему в холостом режиме и зафиксируйте время достижения рабочего вакуума. Если показатели отличаются от паспортных данных более чем на 15%, необходимо искать причину. Чаще всего проблема кроется в состоянии масла или износе пластин ротора. Слейте пробу масла: если оно имеет молочный оттенок (эмульсия с водой) или черный цвет с механическими включениями, замена обязательна немедленно. Не забудьте проверить работу клапанов пневмоуправления — они должны срабатывать четко, без задержек и посторонних шумов. Забитые фильтры на входе в насос — частая причина снижения производительности, которую легко устранить заменой картриджа. -
Обслуживание нагревательной зоны и термоизоляции (Раз в 6 месяцев)
Этот этап требует вскрытия рабочей камеры. Внимательно осмотрите графитовые нагреватели на предмет трещин, сколов и изменения геометрии. Деформированные элементы создают механическое напряжение на токовводах и могут вызвать короткое замыкание. Измерьте сопротивление каждой фазы нагревателя мегомметром; расхождение значений между фазами более чем на 5% указывает на необходимость замены элементов или групп. Осмотрите экраны тепловой изоляции (графитовые или металлические). Наличие прогаров или смещение экранов приводит к потерям тепла и перегреву внешнего корпуса. Аккуратно удалите осевшую графитовую пыль с помощью промышленного пылесоса, избегая использования сжатого воздуха, который может загнать пыль в труднодоступные узлы. -
Проверка системы охлаждения и герметичности (Раз в 6 месяцев)
Проведите химический анализ охлаждающей жидкости. Если уровень pH вышел за пределы нормы или концентрация ингибиторов коррозии недостаточна, произведите замену теплоносителя. Продуйте контуры охлаждения сжатым воздухом (при отключенной воде) для удаления воздушных пробок, которые создают зоны локального перегрева. Для проверки герметичности камеры проведите тест на натекание с использованием гелиевого течеискателя или метода падения давления. Допустимая скорость натекания для печей высокого класса чистоты не должна превышать 1×10⁻³ Па·м³/с. Обнаруженные утечки устраняются заменой уплотнений или подтяжкой крепежа. Помните, что поиск утечек лучше проводить на холодной камере, так как тепловое расширение может временно маскировать дефекты. -
Калибровка контрольно-измерительных приборов и автоматики (Ежегодно)
Точность поддержания температуры напрямую влияет на качество продукции. Термопары, работающие в зоне высоких температур, подвержены дрейфу характеристик. Сравните показания рабочих термопар с эталонным датчиком, установленным в рабочую зону. Погрешность свыше ±5 °C требует замены чувствительных элементов. Проверьте работу регуляторов мощности (тиристорных блоков) на предмет корректности открытия/закрытия в зависимости от управляющего сигнала. Обновите программное обеспечение системы управления, если производитель выпустил новые версии с улучшенными алгоритмами PID-регулирования. Протестируйте все блокировки и аварийные сценарии (отключение воды, скачок напряжения, превышение давления), чтобы убедиться в их срабатывании.
Выполнение этих шагов требует квалификации. Попытка провести глубокую диагностику без специального оборудования и опыта часто приводит к обратному эффекту. Например, неправильная затяжка фланцев после сборки камеры может создать новые точки напряжения и утечек.
Типичные ошибки эксплуатации и методы их предотвращения
За годы сервиса мы выделили ряд системных ошибок, которые совершают операторы и главные инженеры заводов. Понимание этих рисков позволяет избежать большинства внеплановых простоев.
Ошибка №1: Игнорирование качества сырья на этапе загрузки.
Многие считают, что печь справится с любым материалом. Однако загрузка сырья с повышенной влажностью или летучими фракциями без предварительной сушки приводит к резкому скачку давления в камере. Выделяющиеся газы конденсируются в вакуумном насосе, смешиваясь с маслом и образуя агрессивную кислотную среду. Это убивает насос за несколько циклов. Решение: строго контролируйте влажность сырья перед загрузкой и используйте режимы предварительной откачки при низких температурах для удаления летучих веществ.
Ошибка №2: Нарушение последовательности включения/выключения систем.
Частая ситуация: оператор включает воду уже после начала нагрева или выключает её сразу после остановки процесса. Тепловая инерция графитовых элементов велика, и они продолжают излучать тепло еще долго после отключения питания. Отсутствие охлаждения в этот момент ведет к перегреву токовводов и разрушению изоляторов. Правило железное: вода должна циркулировать минимум 30–40 минут после завершения цикла нагрева до полного остывания узлов.
Ошибка №3: Экономия на расходных материалах.
Использование дешевых аналогов масел для вакуумных насосов или уплотнительных колец неизвестного происхождения. Специализированные масла обладают определенной температурой вспышки и давлением пара, рассчитанными именно для высоковакуумных применений. Дешевые масла начинают кипеть в насосе, создавая обратный ток паров в камеру, что загрязняет продукцию. Уплотнения из обычной резины быстро дубеют и теряют эластичность при циклических нагрузках. Используйте только оригинальные расходники или сертифицированные аналоги, рекомендованные производителем оборудования.
Стоит отметить один важный нюанс: даже при идеальном соблюдении регламента, ресурс некоторых узлов ограничен физикой процессов. Графитовые нагреватели неизбежно деградируют после определенного количества циклов нагрева до 2800 °C. Наша задача — не предотвратить этот естественный износ, а спрогнозировать его и заменить элемент до того, как он разрушится внутри камеры, вызвав загрязнение партии.
Как современные технологии повышают надежность оборудования
Производители оборудования, такие как ООО Цзянсу Цзюньгэ Чжичэн Технология, постоянно совершенствуют конструкцию печей, внедряя решения, облегчающие обслуживание. Современные модели оснащаются системами удаленного мониторинга, которые в реальном времени передают данные о температуре, давлении и потреблении энергии на сервер производителя. Это позволяет нашим инженерам анализировать тренды и предупреждать клиента о потенциальных проблемах до их возникновения.
Например, система может зафиксировать постепенное увеличение времени выхода на рабочий вакуум. Это ранний сигнал об износе насоса или появлении микротечи. Получив такое предупреждение, служба главного механика завода может запланировать ремонт на выходные, избежав остановки производства в разгар заказа. Кроме того, модульная конструкция современных печей позволяет быстро заменять вышедшие из строя узлы (например, блок тиристоров или насосную группу) без длительной разборки всей установки.
Особое внимание уделяется экологической безопасности. Новые системы очистки газовых выбросов эффективно улавливают продукты пиролиза, предотвращая их попадание в атмосферу и загрязнение внутренних трактов печи. Это не только соответствует ужесточающимся экологическим нормам, но и снижает частоту обслуживания самой печи, так как меньше смол оседает на клапанах и насосах.
Часто задаваемые вопросы
Как часто нужно менять масло в вакуумном насосе карбонизационной печи?
Частота замены зависит от интенсивности эксплуатации и типа обрабатываемого сырья. В среднем, при работе в две смены и обработке стандартных углеродных материалов, масло следует менять каждые 2000–3000 моточасов. Однако, если вы обрабатываете материалы с высоким содержанием летучих веществ, интервал сокращается до 1000 часов. Главный индикатор — цвет и вязкость масла. Если оно почернело или изменило свои физические свойства, меняйте немедленно, не дожидаясь регламентного срока. Использование фильтрации масла в байпасном режиме может продлить его жизнь на 20–30%.
Можно ли самостоятельно заменить графитовые нагреватели?
Теоретически да, если у вас есть доступ к чертежам и необходимый инструмент. Однако на практике мы настоятельно рекомендуем привлекать сертифицированных специалистов. Замена нагревателей требует точной юстировки зазоров между элементами и экранами. Ошибка в монтаже даже на несколько миллиметров может привести к дуговому разряду при включении высокого напряжения, что повредит камеру и новую партию нагревателей. Кроме того, неправильная затяжка контактов токовводов ведет к их перегреву и выгоранию. Доверьте эту операцию инженерам, прошедшим обучение на заводе-изготовителе.
Что делать, если печь не выходит на заданный уровень вакуума?
Алгоритм действий следующий: сначала проверьте уровень и состояние масла в насосах. Затем прослушайте работу насосной группы на предмет посторонних шумов. Проверьте закрытие всех технологических клапанов. Если механическая часть в порядке, проведите тест на натекание. Чаще всего причина кроется в изношенных уплотнениях дверцы или фланцевых соединений. Также возможно засорение вакуумпроводов продуктами конденсации. В редких случаях проблема может быть в самом датчике вакуума — попробуйте калибровать или заменить его. Если простые меры не помогают, остановите процесс и вызовите сервисную службу.
Гарантирует ли регулярное ТО сохранение гарантии на оборудование?
Да, соблюдение регламента технического обслуживания является обязательным условием действия гарантии. В паспорте изделия четко прописаны периоды и виды необходимых работ. Отсутствие актов выполненных работ по ТО или использование несертифицированных расходных материалов дает производителю право отказать в гарантийном ремонте в случае поломки. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология предоставляет подробные журналы ТО и рекомендует вести их в электронном виде с прикреплением фотоотчетов замененных узлов. Это защищает интересы заказчика при возникновении спорных ситуаций.
Заключение: Инвестиция в обслуживание как стратегия развития
Техническое обслуживание промышленной карбонизационной печи периодического действия — это не статья расходов, а инвестиция в стабильность вашего бизнеса. Каждый рубль, вложенный в своевременную замену уплотнений и масел, экономит десятки рублей на ремонте и простоях. В условиях высокой конкуренции на рынке углеродных материалов и полупроводников, где требования к чистоте продукции достигают 1 ppm, надежность оборудования становится ключевым конкурентным преимуществом.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология готова стать вашим надежным партнером в этом вопросе. Мы предлагаем не просто продажу оборудования, а полный цикл поддержки: от разработки индивидуального проекта печи с температурным режимом до 2800 °C до обучения вашего персонала и предоставления запчастей на протяжении всего жизненного цикла установки. Наши инженеры обладают уникальным опытом работы с проектами импортозамещения и понимают специфику задач в области новой энергетики и передовых материалов.
Не ждите поломки, чтобы вспомнить о профилактике. Свяжитесь с нами сегодня для аудита состояния вашего парка печей или обсуждения условий сервисного контракта. Мы поможем оптимизировать ваши технологические процессы и снизить эксплуатационные затраты, обеспечив бесперебойную работу производства.
Узнайте больше о наших возможностях в разделе промышленные печи для карбонизации и графитизации или свяжитесь с техническими специалистами для консультации.