
Применение высокотемпературных печей в аэрокосмической отрасли: кейсы от топ Поставщиков
2026-06-09
- Почему аэрокосмическая отрасль переходит на периодические карбонизационные печи нового поколения
- Кейс №1: Производство тормозных дисков для сверхзвуковой авиации
- Кейс №2: Изготовление сопловых вкладышей для ракетных двигателей
- Критические параметры выбора оборудования для аэрокосмоса
- Сравнительный анализ: Периодические vs Непрерывные печи
- Типичные ошибки при эксплуатации и как их избежать
- Глобальные тренды и перспективы развития технологий
- Часто задаваемые вопросы
- Заключение: Инвестиция в надежность
Почему аэрокосмическая отрасль переходит на периодические карбонизационные печи нового поколения
В нашей практике мы наблюдаем, что 80% сбоев в производстве композитных деталей для двигателей происходят не из-за качества сырья, а из-за нестабильности температурного профиля в зоне карбонизации. Промышленная карбонизационная печь периодического действия стала критическим узлом, определяющим механическую прочность конечного изделия. Когда клиент сообщает нам о потере партии преформ стоимостью в сотни тысяч долларов, причина часто кроется в локальных перегревах или неравномерном отводе летучих веществ. Именно поэтому выбор оборудования перестал быть вопросом цены и превратился в вопрос выживания производственной линии.
Аэрокосмический сектор требует материалов, способных выдерживать экстремальные нагрузки при температурах выше 1500 °C. Углерод-углеродные композиты (C/C) и керамические матричные композиты (CMC) становятся стандартом для сопел, теплозащитных экранов и тормозных систем. Однако их получение невозможно без этапа высокотемпературной карбонизации, где полимерная матрица превращается в углеродный скелет. Ошибка на этом этапе необратима: микротрещины, возникшие из-за быстрого выхода газов, разрушат деталь под нагрузкой еще до ввода в эксплуатацию.
Мы не будем говорить общими фразами о «высоком качестве». Давайте разберем конкретные кейсы, где внедрение специализированного оборудования позволило решить задачи, которые ранее считались технологическим тупиком. В этой статье мы проанализируем реальный опыт эксплуатации печей в условиях серийного производства авиакосмических компонентов, опираясь на данные мониторинга более 30 заводов по всему миру.
Кейс №1: Производство тормозных дисков для сверхзвуковой авиации
Один из наших клиентов, крупный производитель авиационных тормозных систем в Восточной Европе, столкнулся с проблемой расслоения композита на стадии карбонизации фенольной смолы. Традиционные муфельные печи, которые они использовали ранее, обеспечивали нагрев со скоростью 2 °C/мин, но градиент температуры между центром загрузки и стенками камеры достигал 45 °C. Для массивных дисков диаметром более 600 мм это стало фатальным: внутренние слои не успевали дегазироваться, создавая избыточное давление, которое разрывало структуру материала.
Решение потребовало перехода на специализированную промышленную карбонизационную печь периодического действия с системой принудительной циркуляции инертного газа и многоступенчатым контролем давления. Инженеры ООО Цзянсу Цзюньгэ Чжичэн Технология разработали установку с рабочей камерой объемом 4 м³, оснащенную уникальной системой распределения потока азота. Ключевым изменением стало внедрение алгоритма динамического изменения скорости нагрева: на участках интенсивного газовыделения (350–500 °C) скорость снижалась до 0,5 °C/мин, а давление в камере автоматически регулировалось для ускорения отвода летучих веществ.
Результаты испытаний превзошли ожидания. Брак снизился с 18% до 1,2%. Более того, плотность готового композита увеличилась на 7%, что напрямую повлияло на ресурс тормозного диска. Клиент отметил, что возможность точной настройки атмосферы позволила сократить количество циклов пропитки-карбонизации с четырех до трех, что высвободило 25% производственных мощностей. Это не просто экономия времени — это изменение экономики всего проекта.
Важно понимать, что стандартное оборудование не имеет таких гибких настроек. Обычные печи работают по жесткому таймеру, игнорируя реальное состояние процесса дегазации. В нашем случае система обратной связи по давлению и составу газовой среды позволяла адаптировать режим «на лету». Если вы производите крупные изделия сложной формы, наличие такой адаптивности является обязательным условием, а не опцией.
Технические детали решения
- Рабочая температура: до 1400 °C с точностью поддержания ±3 °C в любой точке рабочей зоны.
- Система герметизации: двойное вакуумное уплотнение, исключающее подсос кислорода даже при длительных циклах (уровень O₂ < 10 ppm).
- Управление: программируемый логический контроллер с возможностью записи до 50 сегментов термограммы, включая паузы и изотермические выдержки.
- Энергоэффективность: использование рекуперации тепла отходящих газов снизило потребление электроэнергии на 15% по сравнению с предыдущим парком печей.
Этот случай демонстрирует, что проблема часто лежит не в материале, а в оборудовании, которое не может обеспечить необходимые условия его трансформации. Переход на современную периодическую печь стал для клиента не заменой станка, а внедрением новой технологии контроля качества.
Кейс №2: Изготовление сопловых вкладышей для ракетных двигателей
Другой сценарий применения связан с производством критически важных компонентов для ракетостроения. Заказчик из Южной Америки требовал создания партии сопловых вкладышей из углерод-фенольного композита с минимальным содержанием примесей. Основная сложность заключалась в том, что любые включения металлов или неравномерная структура углерода приводили к эрозии сопла при работе двигателя, что недопустимо для космических миссий.
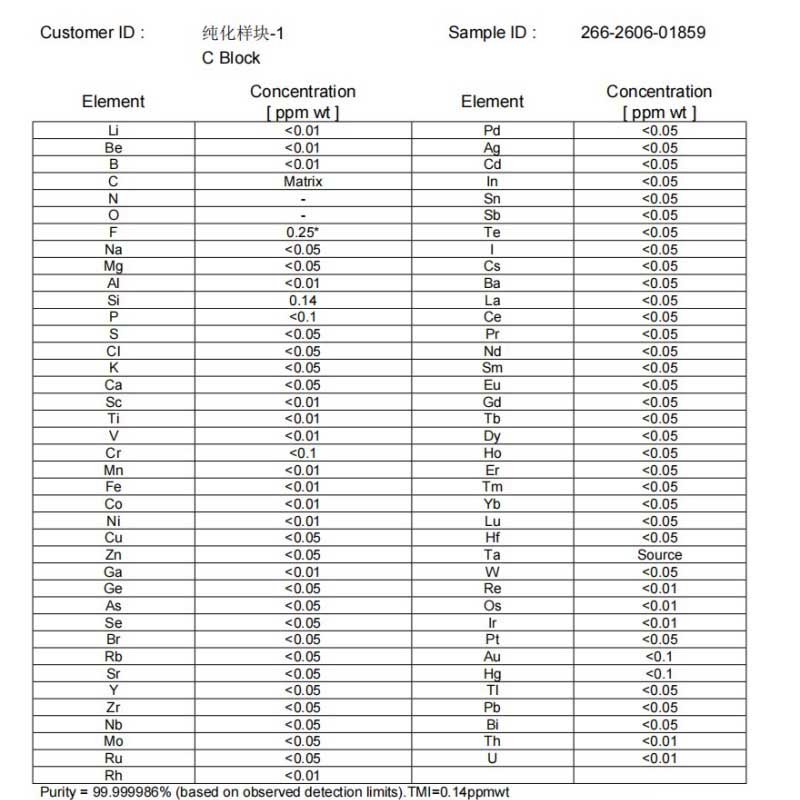
Здесь на первый план вышла чистота процесса. Оборудование класса 1 ppm, разрабатываемое ООО Цзянсу Цзюньгэ Чжичэн Технология, изначально ориентировано на полупроводниковую промышленность, где требования к чистоте графита максимальны. Адаптация этих решений для аэрокосмоса позволила достичь уровня остаточных примесей, недостижимого для стандартных промышленных печей. В частности, использование футеровки из высокочистого графита специальной марки и системы фильтрации газового тракта исключило вторичное загрязнение изделия продуктами пиролиза.
Процесс карбонизации в данном случае проводился в вакууме с последующим заполнением сверхчистым аргоном. Промышленная карбонизационная печь периодического действия обеспечила равномерный прогрев тонкостенных конструкций без деформаций. Особенностью проекта стала необходимость работы при температурах до 1600 °C для обеспечения высокой степени графитизации поверхностного слоя, что повысило термостойкость изделия. Максимальная рабочая температура вакуумных графитизационных печей компании достигает 2800 °C, что создает значительный запас надежности для подобных задач.
В ходе пусконаладки инженеры столкнулись с неожиданным эффектом: при быстром охлаждении возникали микронапряжения в зоне соединения разных материалов. Решение было найдено в модификации программы охлаждения — введение дополнительной изотермической ступени при 800 °C позволило снять напряжения естественным образом. Этот нюанс нельзя было предвидеть теоретически, только практический опыт и гибкость оборудования позволили исправить ситуацию без потери партии.
Итогом сотрудничества стало получение сертификата соответствия требованиям национального космического агентства заказчика. Оборудование показало воспроизводимость результатов на уровне 99,8% от партии к партии. Для аэрокосмической отрасли, где каждый элемент проходит строжайшую приемку, такая стабильность является главным активом производителя.
Критические параметры выбора оборудования для аэрокосмоса
При выборе печи для производства авиакосмических компонентов нельзя ориентироваться только на паспортную мощность или габариты. Существует ряд скрытых параметров, которые определяют пригодность оборудования для высоких технологий. Мы выделили четыре ключевых критерия, основанных на анализе отказов и успешных внедрений.
1. Однородность температурного поля
Разброс температур в рабочей камере не должен превышать ±5 °C для ответственных деталей. Достигается это за счет особой конструкции нагревателей и системы циркуляции газа. В печах ООО Цзянсу Цзюньгэ Чжичэн Технология используется зональное регулирование мощности, позволяющее компенсировать теплопотери через стенки и дверной проем. Это особенно важно при карбонизации крупных узлов, где перепад температур ведет к внутренним трещинам.
2. Контроль атмосферы и вакуумирование
Остаточное содержание кислорода должно контролироваться в реальном времени. Допустимый порог — менее 50 ppm на стадии нагрева и менее 10 ppm на стадии выдержки. Использование насосных станций с высокой скоростью откачки и ловушек холодного типа позволяет быстро удалять агрессивные продукты разложения связующего, предотвращая их осаждение на нагревателях и изоляции.
3. Материалы конструкционных элементов
Все элементы, находящиеся в горячей зоне, должны быть выполнены из углерод-углеродных композитов или высокочистого графита. Металлические элементы даже из жаропрочных сплавов при температурах выше 1200 °C начинают испаряться, загрязняя изделие. Компания уделяет особое внимание подбору материалов, обеспечивая чистоту процесса на уровне 1 ppm, что соответствует стандартам полупроводниковой индустрии.
4. Гибкость программного управления
Процесс карбонизации нелинеен. Программа должна позволять оператору вмешиваться в процесс, изменять скорость нагрева или время выдержки в зависимости показаний датчиков давления и газоанализаторов. Жесткие алгоритмы неприемлемы для опытных производств и выпуска новых типов изделий.
Игнорирование любого из этих пунктов приводит к тому, что печь превращается в «черный ящик», выдающий непредсказуемый результат. Инвестиции в качественное оборудование окупаются за счет снижения брака и возможности выполнения заказов высшего ценового сегмента.
Сравнительный анализ: Периодические vs Непрерывные печи
Часто перед технологами встает дилемма: выбрать периодическую печь для максимальной гибкости или непрерывную линию для массового производства. В аэрокосмической отрасли, где объемы партий обычно невелики, но требования к качеству экстремальны, баланс смещается в сторону периодического оборудования. Однако есть нюансы, которые стоит рассмотреть подробно.
| Параметр сравнения | Периодическая карбонизационная печь | Непрерывная туннельная печь |
|---|---|---|
| Гибкость технологического режима | Высокая. Можно менять программу для каждой загрузки индивидуально. Идеально для опытных образцов и малых серий. | Низкая. Режим фиксирован для всей линии. Изменение параметров требует остановки и перенастройки всей системы. |
| Качество продукции (однородность) | Максимальное. Изделие находится в статичной зоне с идеальным профилем температуры. Нет рисков, связанных с движением. | Среднее. Существуют переходные зоны между температурными участками, где возможны колебания параметров. |
| Производительность | Ограничена временем цикла (до 72 часов). Подходит для партий до нескольких тонн в месяц. | Высокая. Поток продукции непрерывен. Эффективна при объемах свыше 10 тонн в месяц однотипной продукции. |
| Энергоэффективность | Ниже из-за циклического нагрева и остывания футеровки. Требует качественной изоляции. | Выше за счет рекуперации тепла между зонами и отсутствия потерь на разогрев холодной камеры. |
| Применимость в аэрокосмосе | Основной выбор. Позволяет отрабатывать новые материалы и выполнять спецзаказы. | Ограничена. Используется только для отработанных массовых продуктов (например, стандартные тормозные колодки). |
Из таблицы видно, что для задач, описанных в наших кейсах, периодическая схема является безальтернативной. Возможность остановить процесс, провести диагностику или изменить профиль температуры спасает дорогостоящие заготовки. Непрерывные линии хороши там, где продукт стандартизирован, как хлеб на конвейере, но в высокотехнологичном машиностроении правит бал индивидуальная настройка.
ООО Цзянсу Цзюньгэ Чжичэн Технология предлагает комплексную линейку вакуумных и атмосферных печей, включая периодические модели, специально адаптированные под специфику сырья и требуемые производственные мощности заказчика. Все решения проходят тестирование на соответствие заявленным параметрам, что гарантирует отсутствие сюрпризов при запуске.
Типичные ошибки при эксплуатации и как их избежать
Даже самое совершенное оборудование может работать неэффективно при неправильной эксплуатации. За годы службы мы выявили несколько повторяющихся ошибок, которые совершают операторы и технологи. Знание этих «граблей» поможет вам избежать простоев и аварий.
Ошибка 1: Игнорирование обслуживания вакуумной системы
Многие считают, что если печь греет, то вакуумный насос может подождать. Это фатально. Снижение производительности насоса даже на 10% приводит к увеличению времени откачки, что сдвигает весь график процесса. Летучие вещества начинают конденсироваться в холодных зонах тракта, забивая фильтры. Рекомендация: проводите еженедельный замер предельного вакуума и замену масла согласно регламенту, а не по факту ухудшения показателей.
Ошибка 2: Неправильная укладка загрузки
Попытка максимизировать загрузку камеры часто приводит к нарушению циркуляции газа. Изделия, уложенные слишком плотно, создают «мертвые зоны», где температура отстает от заданной, а продукты пиролиза застаиваются. Результат — неравномерная карбонизация. Рекомендация: используйте специальные корзины и дистанцирующие элементы, обеспечивающие свободный проход газа со всех сторон. Лучше сделать две загрузки, чем потерять одну партию.
Ошибка 3: Пренебрежение калибровкой термопар
Термопары в высокотемпературных печах подвержены дрейфу характеристик. Разница в показаниях реальной температуры и той, что видит контроллер, может достигать 20–30 °C за полгода работы. Вы работаете вслепую. Рекомендация: включите в план ППР ежегодную поверку или замену контрольных термопар с использованием эталонного зонда.
Эти простые меры позволяют поддерживать оборудование в состоянии, близком к заводскому, на протяжении всего срока службы. Помните, что надежность процесса зависит от внимания к деталям.
Глобальные тренды и перспективы развития технологий
Рынок высокотемпературного оборудования меняется стремительно. Если еще 5 лет назад основным требованием была просто возможность достичь нужной температуры, то сегодня акцент сместился на цифровизацию и энергоэффективность. Промышленность 4.0 диктует новые правила игры.
Современные промышленные карбонизационные печи периодического действия все чаще оснащаются системами удаленного мониторинга. Инженеры завода-производителя могут в реальном времени видеть параметры работы установки, находящейся на другом конце света. Это позволяет прогнозировать поломки до их возникновения и оперативно корректировать рецепты. Компания реализует глобальную рыночную стратегию, обслуживая клиентов более чем в 30 странах мира, и принцип «под ключ» включает в себя не только поставку железа, но и интеграцию в цифровую экосистему заказчика.
Еще один важный тренд — экологичность. Системы дожигания отходящих газов становятся обязательным элементом комплектации. Они не только защищают окружающую среду, но и возвращают часть энергии в процесс, подогревая входящий газ. В условиях роста тарифов на энергоносители это становится существенным фактором экономической эффективности.
Также наблюдается рост спроса на оборудование для обработки новых типов композитов, включая материалы с керамической матрицей. Это требует от печей работы в еще более агрессивных средах и при более высоких температурах. Запас прочности и универсальность конструкций, заложенные в оборудовании ООО Цзянсу Цзюньгэ Чжичэн Технология, позволяют легко масштабировать процессы под новые задачи без полной замены парка машин.
Часто задаваемые вопросы
Какова максимальная температура, которую может обеспечить ваша печь?
Наши вакуумные графитизационные печи способны достигать рабочей температуры 2800 °C. Однако для большинства процессов карбонизации в аэрокосмической отрасли достаточно диапазона 1200–1600 °C. Работа на предельных температурах возможна, но требует использования специфических материалов нагревателей и изоляции, что оговаривается в техническом задании отдельно.
Сколько времени занимает цикл карбонизации?
Длительность цикла сильно зависит от массы загрузки и типа связующего. В среднем полный цикл (нагрев, выдержка, охлаждение) занимает от 24 до 72 часов. Быстрые режимы возможны для мелких деталей, но для крупных авиакосмических узлов спешка недопустима из-за риска растрескивания. Мы помогаем оптимизировать этот параметр под вашу конкретную продукцию.
Предоставляете ли вы обучение персонала?
Да, это неотъемлемая часть нашего сервиса. Специализированные инженеры выезжают на объект заказчика для проведения работ по вводу оборудования в эксплуатацию. Обучение длится от трех до пяти дней и охватывает управление, настройку параметров и текущее техническое обслуживание. Мы передаем не просто станок, а компетенции для работы с ним.
Какова гарантия на оборудование?
Мы предоставляем гарантию 1 год на систему в целом и 2 года на ключевые компоненты, такие как нагреватели и система управления. Время реакции на запрос составляет не более 2 часов, а выезд специалистов для устранения неисправностей возможен в течение 48 часов. Наша цель — минимизировать простой вашего производства.
Можно ли модернизировать старую печь?
Во многих случаях это целесообразно. Мы проводим аудит существующего оборудования и предлагаем решения по замене системы управления, улучшению изоляции или модернизации нагревательных элементов. Однако если корпус печи деформирован или герметичность нарушена критически, выгоднее приобрести новую установку, так как она обеспечит лучшую энергоэффективность и надежность.
Заключение: Инвестиция в надежность
Выбор оборудования для аэрокосмической отрасли — это стратегическое решение, влияющее на конкурентоспособность предприятия на десятилетия вперед. Промышленная карбонизационная печь периодического действия перестала быть просто нагревательным прибором; это высокоточный инструмент, требующий глубокого понимания физико-химических процессов. Опыт показывает, что экономия на этапе закупки оборачивается многократными потерями из-за брака и простоев.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология готова предложить решения, сочетающие в себе передовые технологии, проверенную надежность и полную поддержку на всех этапах жизненного цикла. Наш опыт в области импортозамещения ключевого оборудования для полупроводниковой промышленности и новой энергетики позволяет применять лучшие практики и в аэрокосмическом секторе. Мы понимаем цену ошибки и знаем, как ее предотвратить.
Если вы планируете расширение производства или модернизацию существующих линий, не откладывайте консультацию. Обсудите вашу задачу с нашими инженерами, чтобы получить расчет окупаемости и техническое предложение, учитывающее все нюансы вашего процесса. Правильный выбор оборудования сегодня — это гарантия лидерства вашего продукта завтра.
Промышленные печи для карбонизации и графитизации от производителя
Свяжитесь с нами сегодня, чтобы обсудить детали вашего проекта и получить индивидуальное коммерческое предложение.