
Пошаговая инструкция по настройке полностью автоматизированной печи
2026-07-11
- Подготовка к запуску: критические проверки перед включением питания
- Калибровка датчиков и настройка ПИД-регуляторов
- Программирование температурно-временного профиля карбонизации
- Настройка атмосферы и вакуумной системы
- Безопасность и аварийные процедуры
- Валидация процесса и первый запуск
- Техническое обслуживание для поддержания автоматизации
- Часто задаваемые вопросы
Подготовка к запуску: критические проверки перед включением питания
Настройка полностью автоматизированной термообработки начинается задолго до нажатия кнопки «Пуск». В нашей практике более 60% сбоев при первом запуске связаны не с программным обеспечением, а с ошибками на этапе механической и электрической подготовки. Промышленная карбонизационная печь периодического действия — это сложный комплекс, где малейшая утечка вакуума или неверное подключение датчика температуры могут привести к браку всей партии дорогостоящего сырья, такого как углеродное волокно или прекурсоры для анодов литий-ионных аккумуляторов.
Первым шагом является визуальный и инструментальный осмотр рабочей камеры и уплотнений. Убедитесь, что графитовые нагревательные элементы установлены строго вертикально (или согласно чертежу производителя) и не имеют механических напряжений. Любое перекос может вызвать локальный перегрев и разрушение элемента уже на этапе выхода на режим 1000–1200 °C. Проверьте состояние теплоизоляции: наличие трещин в войлочных матах недопустимо, так как это создает «мостики холода» и нарушает равномерность температурного поля.
Особое внимание уделите системе вакуумирования. Перед подключением к электросети проведите тест на герметичность холодной камеры. Закачайте инертный газ (азот или аргон) до давления 0,05–0,1 МПа, затем отключите подачу и наблюдайте за манометром в течение 30 минут. Падение давления более чем на 5% указывает на проблему с уплотнениями дверцы или фланцевых соединений. Игнорирование этого этапа — классическая ошибка, которая позже приводит к окислению graphite-композитов и невозможности достижения требуемой чистоты продукта.
Электрическая часть требует проверки фазировки и заземления. Для печей мощностью свыше 100 кВт критически важно соблюдение чередования фаз, особенно если используется тиристорный регулятор мощности. Неправильная фазировка может вызвать сбои в работе системы управления нагревом. Используйте мультиметр для проверки сопротивления изоляции нагревателей относительно корпуса — оно должно составлять не менее 1 МОм при холодном состоянии. Если показатели ниже, необходимо просушить изоляцию или найти место пробоя.
Инженеры ООО Цзянсу Цзюньгэ Чжичэн Технология всегда настаивают на том, чтобы заказчик предоставил стабильное питание с отклонением не более ±5% от номинала. Скачки напряжения губительны для твердотельных реле и контроллеров. Установка стабилизатора или использование отдельной трансформаторной подстанции — не рекомендация, а необходимость для оборудования класса 1 ppm, где точность температурного профиля определяет качество полупроводниковых компонентов.
Калибровка датчиков и настройка ПИД-регуляторов
Сердце любой автоматизированной печи — это система контроля температуры. Однако показания датчиков редко совпадают с реальной температурой изделия без предварительной калибровки. Термопары типа W-Re (вольфрам-рений), используемые для температур выше 1800 °C, или тип K/S для средних диапазонов, имеют свойство «дрейфовать» со временем. Перед первым технологическим циклом необходимо провести сопоставление показаний рабочих термопар с эталонным датчиком, помещенным в центр рабочей зоны.
Процесс калибровки выглядит следующим образом: установите эталонную термопару в геометрический центр камеры, подключите её к внешнему высокоточному регистратору. Запустите медленный нагрев до рабочей температуры (например, 1000 °C для карбонизации) со скоростью не более 5 °C/мин. Сравните показания контроллера печи и эталонного прибора в трех точках: 300 °C, 600 °C и целевая температура. Разница не должна превышать ±3 °C. Если отклонение больше, внесите корректировку в смещение (offset) соответствующего канала контроллера.
Настройка ПИД-коэффициентов (Пропорционально-Интегрально-Дифференциальных) — следующий критический этап. Автоматическая настройка (Auto-tuning), встроенная в большинство современных контроллеров, часто дает удовлетворительный, но не идеальный результат для больших масс загрузки. Мы рекомендуем ручную тонкую настройку после авто-тюнинга. Пропорциональная зона (P) определяет реакцию на отклонение, интегральная составляющая (I) устраняет статическую ошибку, а дифференциальная (D) предсказывает изменение температуры.
Частая ошибка операторов — установка слишком агрессивных параметров P и D, что приводит к перерегулированию (overshoot). Для процессов карбонизации, где важно строго следовать профилю нагрева без скачков, лучше задать немного более медленную реакцию системы, чем рискнуть перегревом. Перерегулирование даже на 10–15 °C может вызвать неконтролируемое выделение летучих веществ из сырья, что приведет к загрязнению нагревателей и ухудшению вакуума.
При работе с материалами, требующими высокой чистоты, такими как графит для полупроводников, точность поддержания температуры в изотермической зоне должна быть на уровне ±1 °C. Оборудование компании ООО Цзянсу Цзюньгэ Чжичэн Технология оснащено многозонными системами контроля, позволяющими компенсировать тепловые потери через стенки камеры путем индивидуальной настройки мощности для верхней, нижней и боковых зон нагрева. Это обеспечивает однородность температуры по всему объему загрузки, что подтверждается протоколами испытаний SAT (System Accuracy Test).
Программирование температурно-временного профиля карбонизации
Технологический процесс карбонизации органических прекурсоров (полиакрилонитрил, пеки, фенольные смолы) требует строгого соблюдения скоростей нагрева на определенных участках. Это связано с интенсивным выделением газов (H₂, CO, CO₂, CH₄) и изменением структуры материала. Неправильно составленная программа — главная причина растрескивания изделий и снижения их механической прочности.
Профиль нагрева обычно делится на несколько ключевых этапов:
- Сушка и удаление влаги (20–150 °C): Медленный нагрев (1–2 °C/мин) для испарения физической влаги. Слишком быстрый нагрев на этом этапе вызывает парообразный взрыв внутри пор материала.
- Основная стадия деструкции (150–600 °C): Самый критичный участок. Скорость нагрева должна быть минимальной (0,5–1 °C/мин), часто с выдержками (плато) на температурах 300 °C и 450 °C. Здесь происходит основное выделение летучих веществ. Контроллер должен управлять скоростью откачки вакуумного насоса или продувкой инертным газом, чтобы удалять газы, не создавая избыточного давления в камере.
- Структурирование углеродного каркаса (600–1000 °C): Скорость нагрева можно увеличить до 3–5 °C/мин. Происходит поликонденсация и формирование базовой углеродной структуры.
- Высокотемпературная выдержка (1000–1200 °C и выше): Завершение карбонизации. Время выдержки зависит от толщины изделия и требуемой степени превращения.
- Охлаждение: Контролируемое охлаждение до 100–150 °C перед разгерметизацией. Резкое охлаждение воздухом недопустимо из-за риска окисления горячего углерода и термического шока.
При программировании контроллера используйте функцию «сегментов» или «шагов». Каждый шаг должен иметь четкие параметры: целевая температура, скорость подъема (°C/час или °C/мин), время выдержки и условие перехода к следующему шагу (по времени или по достижении температуры). Современные системы позволяют задавать зависимость скорости откачки вакуумного насоса от температуры, что автоматически оптимизирует удаление газов.
Важно учесть экзотермические эффекты. На некоторых этапах карбонизации возможны самопроизвольные выделения тепла. Программа должна предусматривать возможность временной остановки нагрева или даже кратковременного охлаждения, если датчики фиксируют непредусмотренный рост температуры. Игнорирование этого фактора часто приводит к локальным перегревам и деформации садки.
Настройка атмосферы и вакуумной системы
Качество конечного продукта напрямую зависит от чистоты атмосферы в рабочей камере. Для получения высокопрочных углеродных материалов необходимо исключить присутствие кислорода и водяного пара. Промышленная карбонизационная печь периодического действия может работать в режиме вакуума, динамического вакуума с продувкой или под избыточным давлением инертного газа.
Алгоритм создания защитной атмосферы включает следующие шаги:
- Предварительная откачка: Доведение давления в камере до уровня 10–50 Па. Это удаляет основной объем воздуха.
- Продувка инертным газом: Подача аргона или азота высокой чистоты (99,999%) до атмосферного давления. Этот цикл повторяется 3–5 раз («промывка» камеры), чтобы вытеснить остатки кислорода из мертвых зон и пор изоляции.
- Рабочий режим:
- Вакуумный режим: Поддержание низкого давления (1–10 Па) во время нагрева. Подходит для удаления большого количества летучих веществ, так как они быстро эвакуируются насосом.
- Режим слабого избыточного давления: Поддержание давления 0,01–0,05 МПа выше атмосферного. Используется для предотвращения подсоса воздуха через неплотности и для улучшения теплопередачи за счет конвекции газа.
Настройка расходомеров массы (MFC) критична для стабильности процесса. Поток газа должен быть достаточным для выноса продуктов пиролиза, но не чрезмерным, чтобы не вызывать переохлаждение изделий и не увеличивать расход дорогого инертного газа сверх необходимости. Типичный расход составляет 5–15 м³/ч в зависимости от объема камеры и интенсивности газовыделения.
Особое внимание следует уделить ловушкам и фильтрам на выходе из печи. Летучие вещества при охлаждении в трубопроводах могут конденсироваться в виде смол, забивая клапаны и насосы. Регулярная очистка или замена фильтрующих элементов должна быть заложена в график технического обслуживания. В печах производства ООО Цзянсу Цзюньгэ Чжичэн Технология предусмотрены специальные узлы конденсации с легким доступом для очистки, что минимизирует простои.
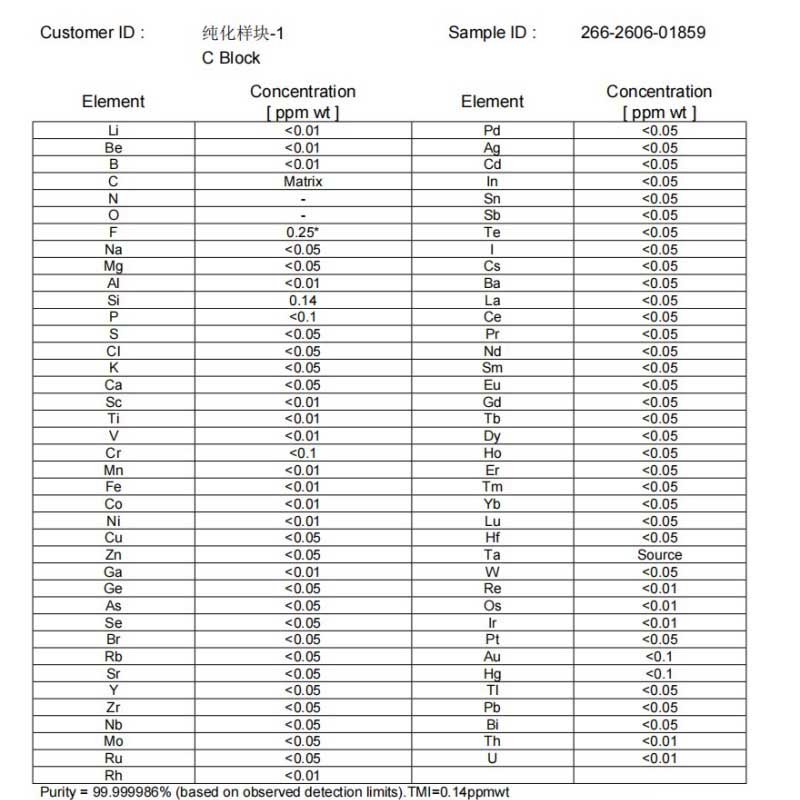
Для процессов, требующих сверхвысокой чистоты (уровень примесей < 1 ppm), используется дополнительная система очистки циркулирующего газа или проточная схема с постоянным обновлением атмосферы. Датчики кислородного анализа (оксиды циркония) должны быть установлены на выходе из камеры для мониторинга содержания O₂ в реальном времени. Пороговое значение тревоги обычно устанавливается на уровне 1–5 ppm.
Безопасность и аварийные процедуры
Автоматизация не отменяет необходимости понимания физики процессов и мер безопасности. Работа с высокими температурами, горючими газами (водород, метан, выделяющиеся при карбонизации) и высоким вакуумом несет определенные риски. Система управления печью должна быть настроена на корректную реакцию на аварийные ситуации.
Основные сценарии аварий и настройки защиты:
| Аварийная ситуация | Действие системы автоматики | Действие оператора |
|---|---|---|
| Отключение электропитания | Закрытие газовых клапанов, сохранение состояния программы. При наличии ИБП — плавное снижение мощности. | Проверить состояние загрузки после восстановления питания. Не открывать камеру до остывания. |
| Падение вакуума / Рост давления | Остановка нагрева, открытие аварийного клапана сброса давления (если предусмотрено), сигнализация. | Проверить целостность уплотнений, работу насоса. Исключить попадание воздуха в горячую зону. |
| Превышение температуры (Over-temperature) | Аппаратное отключение нагревателей через независимый термопредохранитель. Блокировка контроллера. | Выяснить причину сбоя термопары или регулятора. Замена предохранителя только после устранения причины. |
| Утечка охлаждающей воды | Датчик потока останавливает процесс. Звуковая и световая сигнализация. | Немедленно перекрыть подачу питания. Осмотреть уплотнения электродов и крышки. |
Критически важно настроить систему вентиляции вокруг печи. Выделяющиеся при карбонизации газы токсичны и горючи. Вытяжной зонт должен обеспечивать кратность воздухообмена, соответствующую местным нормам безопасности (например, ГОСТ 12.3.005 или европейским стандартам EN). Датчики загазованности (CO, H₂) должны быть связаны с системой аварийной остановки печи.
Персонал должен пройти инструктаж по действиям в случае разгерметизации горячей камеры. Попадание воздуха в камеру с температурой выше 400 °C приводит к мгновенному возгоранию графитовых нагревателей и изоляции. В таких случаях нельзя открывать дверь печи. Необходимо немедленно подать инертный газ под давлением для вытеснения кислорода и потушить пламя внутри объема.
Валидация процесса и первый запуск
После завершения всех настроек проводится пробный запуск с тестовой загрузкой. Не рекомендуется сразу загружать дорогостоящее сырье. Используйте макеты или брак предыдущих партий для отладки профиля. В процессе первого запуска ведите подробный журнал параметров: температура по зонам, давление, расход газа, мощность нагревателей.
Анализируйте графики нагрева. Они должны быть плавными, без резких скачков мощности, если это не предусмотрено технологией. Наличие осцилляций мощности говорит о неверной настройке ПИД-регуляторов. После окончания цикла проведите визуальный осмотр тестовых образцов на предмет трещин, деформаций и неоднородности цвета.
Для подтверждения качества карбонизации отберите образцы для лабораторного анализа. Ключевые параметры: выход углерода, плотность, удельное электрическое сопротивление, содержание примесей. Сравните полученные данные с техническим заданием. Если параметры не соответствуют требованиям, внесите коррективы в температурный профиль: увеличьте время выдержки на критических стадиях или снизьте скорость нагрева.
Документирование результатов первого запуска является основой для создания стандартной операционной процедуры (СОП). Эта процедура должна включать все настроенные параметры, последовательность действий и контрольные точки. Только после успешного прохождения валидационных циклов печь допускается к серийной работе.
Техническое обслуживание для поддержания автоматизации
Автоматизированная система требует регулярного обслуживания для сохранения точности. График ТО должен включать:
- Ежедневно: Проверка уровней масла в вакуумных насосах, визуальный осмотр уплотнений, проверка работы системы охлаждения.
- Еженедельно: Очистка фильтров на линии откачки, проверка калибровки датчиков давления, тестирование аварийных клапанов.
- Ежемесячно: Проверка контактов силовых шин, затяжка клемм, анализ журналов ошибок контроллера.
- Ежеквартально: Полная калибровка термопар (SAT), проверка геометрии нагревательных элементов, замена изношенных уплотнений дверцы.
Игнорирование профилактических работ приводит к постепенной деградации точности процесса. Например, загрязнение термопар слоем осажденного углерода искажает показания, что ведет к неправильному управлению нагревом. Замена термопар должна проводиться планово, а не по факту выхода из строя.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология предоставляет детальную документацию по обслуживанию каждого узла печи и проводит обучение персонала заказчика. Инженеры компании подчеркивают, что своевременная замена расходных материалов (уплотнения, фильтры, масло) обходится в десятки раз дешевле, чем ремонт нагревательной камеры или простой производства из-за брака продукции.
Часто задаваемые вопросы
Как часто нужно калибровать термопары в карбонизационной печи?
Для процессов, критичных к качеству (полупроводники, аэрокосмос), калибровку следует проводить каждые 3–6 месяцев или после каждых 500 рабочих часов. Для менее требовательных производств допустима ежегодная калибровка. Однако ежедневный контроль дрейфа показаний через сравнение с эталонной зоной обязателен.
Можно ли использовать азот вместо аргона для карбонизации?
Да, азот дешевле и подходит для большинства процессов карбонизации до температур 1000–1100 °C. Однако при температурах выше 1200 °C азот может реагировать с углеродом с образованием цианидов, что недопустимо для чистых материалов. Аргон инертен во всем диапазоне температур и предпочтителен для высокотемпературной обработки и получения сверхчистых продуктов.
Что делать, если вакуум не достигает заданного уровня?
Проверьте последовательно: 1) Уровень и чистоту масла в насосе; 2) Герметичность соединений (обмыливание или гелиевый течеискатель); 3) Состояние уплотнений дверцы; 4) Наличие конденсата в ловушках. Чаще всего проблема кроется в загрязненном масле или микротрещинах в уплотнительной резине.
Как избежать трещин в изделиях при карбонизации?
Трещины возникают из-за внутренних напряжений при быстром удалении летучих веществ. Решение: замедлить скорость нагрева в диапазоне 150–600 °C, ввести дополнительные изотермические выдержки (плато) и обеспечить равномерный отсос газов. Также важно контролировать влажность сырья перед загрузкой.
Настройка промышленной карбонизационной печи периодического действия — это не разовое действие, а непрерывный процесс оптимизации. Точность параметров, чистота атмосферы и квалификация персонала определяют рентабельность производства. Инвестиции в качественное оборудование и глубокое понимание технологии окупаются стабильным выходом продукции высшего сорта.
Для получения индивидуального расчета конфигурации печи под ваши задачи и консультации по внедрению технологий карбонизации, Свяжитесь с нами сегодня. Наши эксперты помогут подобрать оптимальное решение, отвечающее требованиям вашего производства по производительности и качеству продукции.