
Печь для карбонизации углеродного волокна: купить у проверенного Производителя
2026-05-31
- Промышленная карбонизационная печь периодического действия: критерии выбора для высокоточных производств
- Технические параметры, определяющие качество карбонизации
- Риски закупки оборудования без адаптации под сырье
- Стандарты безопасности и сертификация для экспорта
- Экономическая эффективность и окупаемость инвестиций
- Часто задаваемые вопросы
Промышленная карбонизационная печь периодического действия: критерии выбора для высокоточных производств
Выбор оборудования для термической обработки прекурсоров — это не просто покупка «железа», а инвестиция в стабильность физико-химических свойств конечного продукта. Промышленная карбонизационная печь периодического действия определяет структуру углеродного волокна, степень графитизации и уровень чистоты материала. Ошибка на этапе подбора температурного профиля или системы герметизации может привести к браку всей партии сырья, стоимость которого исчисляется десятками тысяч долларов. В нашей практике мы неоднократно сталкивались с ситуациями, когда клиенты пытались сэкономить на системе контроля атмосферы, используя бюджетные датчики кислорода, что в итоге приводило к окислению дорогостоящих волокон при температурах выше 1000 °C. Потери составили более 30% от запланированного выпуска продукции за первый квартал эксплуатации.
Рынок насыщен предложениями, но далеко не каждый производитель способен обеспечить воспроизводимость процессов на уровне, требуемом для аэрокосмической отрасли или производства анодов для литий-ионных аккумуляторов. Ключевым фактором становится не только максимальная температура, но и точность её поддержания в каждой зоне нагрева, а также способность оборудования работать в агрессивных средах без деградации изоляционных материалов. Ниже мы разберем технические нюансы, которые отличают профессиональное оборудование от компромиссных решений, и объясним, почему параметры вроде «остаточного содержания примесей» напрямую влияют на вашу маржинальность.
Технические параметры, определяющие качество карбонизации
Температурный режим является фундаментом процесса карбонизации. Для получения высокопрочного углеродного волокна требуется плавный нагрев до 1000–1500 °C с жестким контролем скорости подъема температуры (обычно 5–10 °C/мин) для предотвращения образования микротрещин в структуре материала. Промышленная карбонизационная печь периодического действия должна обладать зонированной системой нагрева, где каждая секция имеет независимый контур управления. Это позволяет компенсировать теплопотери на торцах рабочей камеры и обеспечивать изотермичность по всему объему загрузки. Если перепад температур в рабочей зоне превышает ±5 °C, вы рискуете получить продукт с неравномерными механическими свойствами, что сделает его непригодным для ответственных применений.
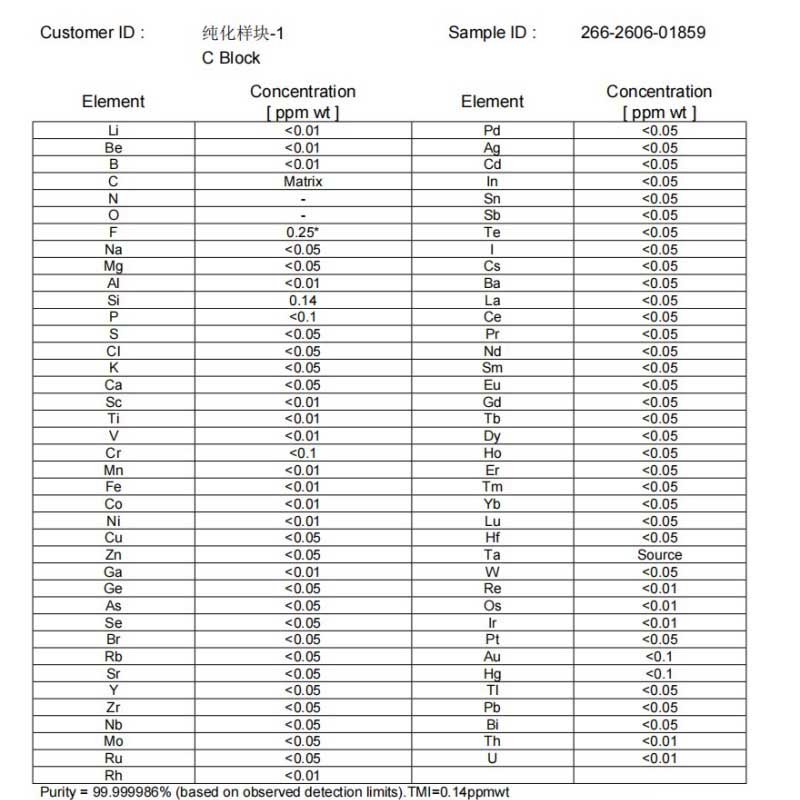
Второй критический параметр — чистота технологической атмосферы. При карбонизации выделяются летучие фракции (смолы, газы), которые необходимо эффективно удалять из камеры, чтобы они не осаждались обратно на волокно и не загрязняли нагревательные элементы. Оборудование класса 1 ppm, которое внедряет ООО Цзянсу Цзюньгэ Чжичэн Технология, гарантирует остаточное содержание примесей не более одной миллионной части. Это достигается за счет комбинации мощных вакуумных насосов и систем продувки инертным газом с высокой кратностью обмена. Для полупроводниковой индустрии, где даже следы металлов могут нарушить работу чипа, такой уровень чистоты является обязательным стандартом, а не опцией.
Материал нагревательных элементов и теплоизоляции также диктует долговечность печи. Графитовые нагреватели предпочтительнее металлических сплавов (молибден, вольфрам) для температур выше 1600 °C, так как они менее чувствительны к термоударам и дешевле в замене. Однако графит требует идеальной защиты от кислорода. Изоляция из многослойного графитового войлока обеспечивает лучшую энергоэффективность по сравнению с硬дыми углерод-углеродными композитами, снижая потребление электроэнергии на 15–20%. Важно помнить: экономия на изоляции приводит к росту затрат на электроэнергию, которые за 3 года эксплуатации превысят первоначальную стоимость сэкономленного материала.
Сравнение типов нагревательных элементов и их влияние на процесс
| Параметр | Графитовые нагреватели | Металлические сплавы (Mo/W) |
|---|---|---|
| Максимальная температура | До 2800 °C | До 2200 °C (риск рекристаллизации) |
| Устойчивость к термоудару | Высокая (быстрый нагрев/охлаждение) | Низкая (требуется медленный цикл) |
| Чувствительность к кислороду | Критическая (требуется вакуум < 10⁻³ Па) | Средняя (допустим следовой кислород) |
| Стоимость замены | Низкая | Высокая (до 40% стоимости печи) |
| Рекомендуемое применение | Карбонизация, графитизация, очистка | Низкотемпературное спекание, отжиг |
При выборе между этими вариантами всегда оценивайте полный цикл жизни оборудования (TCO). Дешевая печь с металлическими нагревателями может потребовать их замены уже через 18 месяцев интенсивной работы, тогда как графитовая система при правильной эксплуатации служит 5–7 лет. Мы рекомендуем запрашивать у поставщика расчет ожидаемого ресурса нагревателей именно для вашего технологического цикла, а не полагаться на общие цифры из каталога.
Риски закупки оборудования без адаптации под сырье
Универсальных печей не существует. Сырье для углеродного волокна (PAN-прекурсор, вискоза, пековый прекурсор) имеет различную кинетику разложения и объем выделяемых газов. Попытка использовать одну и ту же программу нагрева для разных типов волокон часто приводит к дефектам структуры. Например, пековые волокна требуют более длительного этапа стабилизации перед карбонизацией, иначе они спекаются в монолит вместо формирования отдель нитей. Промышленная карбонизационная печь периодического действия должна иметь гибкую систему программирования контроллера, позволяющую задавать до 30–50 сегментов нагрева с различными скоростями и выдержками.
Еще одна скрытая проблема — система удаления конденсата. Летучие вещества, выделяющиеся при карбонизации, конденсируются в холодных зонах газоотводов. Если тракт не оснащен подогревом или эффективной системой промывки, смолы затвердевают, перекрывая сечение труб. Это создает избыточное давление в камере, что может привести к разгерметизации и пожару. В нашей практике был случай, когда клиент игнорировал рекомендации по установке ловушек смол, что привело к остановке производства на две недели для механической очистки трубопроводов. Современные решения, такие как линейка оборудования от ООО Цзянсу Цзюньгэ Чжичэн Технология, включают автоматизированные системы очистки газовых трактов и подогреваемые фильтры, исключающие человеческий фактор.
Геометрия рабочей камеры также играет роль. Для длинномерных волокон (непрерывная нить) важны направляющие ролики из высокочистого графита, которые не должны оставлять следов трения. Для штапельного волокна или композитов критична равномерность обдува. Неправильная компоновка загрузочных тележек приводит к тому, что волокна в центре садика карбонизируются иначе, чем по краям. Инженеры производителя должны провести тестовую загрузку с вашими образцами перед отгрузкой оборудования, чтобы подтвердить равномерность температурного поля. Отказ от этого этапа — прямой путь к нестабильному качеству продукции.
Стандарты безопасности и сертификация для экспорта
Работа с высокими температурами и инертными газами несет серьезные риски. Утечка азота или аргона в производственное помещение может быстро снизить концентрацию кислорода до смертельно опасного уровня (< 19%). Поэтому промышленная печь обязана быть оснащена стационарными датчиками кислорода с звуковой и световой сигнализацией, блокирующей открытие камеры при недостаточном уровне O₂. Кроме того, все электрические цепи должны соответствовать стандартам защиты от перегрузок и коротких замыканий в условиях высоких температур.
Для выхода на международные рынки оборудование должно иметь соответствующие сертификаты. В России и странах ЕАЭС это декларация ТР ТС 010/2011 «О безопасности машин и оборудования» и ТР ТС 004/2011 «О безопасности низковольтного оборудования». Наличие маркировки EAC обязательно для таможенной очистки. Европейский рынок требует CE-сертификации, подтверждающей соответствие директивам по электромагнитной совместимости и низкому напряжению. Китайские производители, ориентированные на экспорт, такие как ООО Цзянсу Цзюньгэ Чжичэн Технология, обычно имеют полный пакет документации ISO 9001, подтверждающий систему менеджмента качества, а также сертификаты на конкретные модели печей. Отсутствие этих документов делает легальную эксплуатацию невозможной и создает риски при страховых случаях.
Обратите внимание на гарантию и сервисную политику. Стандартная гарантия на промышленное термооборудование составляет 12 месяцев, но ключевые компоненты (вакуумные насосы, контроллеры, нагреватели) должны иметь расширенную гарантию до 24 месяцев. Скорость реакции сервиса критична: простой линии карбонизации стоит дорого. Проверяйте наличие склада запчастей в вашем регионе или обязательства поставщика выслать критические узлы в течение 48 часов. Опыт показывает, что локализация сервиса часто важнее начальной цены оборудования.
Экономическая эффективность и окупаемость инвестиций
Цена покупки — лишь верхушка айсберга. Основные расходы приходятся на энергопотребление и обслуживание. Энергоэффективность современной печи определяется качеством теплоизоляции и рекуперацией тепла. Печи с многослойной экранной изоляцией из графитового войлока потребляют на 25–30% меньше энергии по сравнению с моделями старого образца с кирпичной футеровкой. При круглосуточной работе разница в счетах за электричество может достигать десятков тысяч долларов в год.
Автоматизация процесса также влияет на экономику. Ручное управление карбонизацией требует присутствия квалифицированного оператора 24/7, что увеличивает фонд оплаты труда и риск ошибок. Системы SCADA и удаленного мониторинга позволяют одному оператору контролировать несколько печей, собирая данные о каждом цикле для последующего анализа и оптимизации. Возможность предиктивной диагностики (например, отслеживание сопротивления нагревателей) помогает планировать ремонты до возникновения аварийной ситуации, избегая незапланированных простоев.
При расчете ROI учитывайте выход годной продукции. Повышение равномерности температуры на 2–3% может увеличить выход качественного волокна на 5–7%, что напрямую влияет на прибыль. Оборудование, способное работать с чистотой 1 ppm, открывает доступ к рынкам электроники и аэрокосмоса, где маржинальность значительно выше, чем в производстве строительных композитов. Инвестиции в высокотехнологичное решение от лидера отрасли, такого как ООО Цзянсу Цзюньгэ Чжичэн Технология, окупаются не за счет низкой цены, а за счет расширения портфеля продуктов и снижения операционных рисков.
Часто задаваемые вопросы
Какова максимальная рабочая температура для карбонизационных печей?
Стандартные промышленные модели обеспечивают нагрев до 1600 °C, чего достаточно для полной карбонизации большинства прекурсоров. Для процессов графитизации требуются печи с диапазоном до 2800–3000 °C. Выбор зависит от целевой структуры материала: аморфный углерод или кристаллический графит.
Можно ли использовать одну печь для карбонизации и графитизации?
Технически возможно, если печь рассчитана на 3000 °C, но экономически нецелесообразно. Карбонизация сопровождается обильным газовыделением, загрязняющим камеру, что недопустимо для чистой графитизации. Лучше использовать специализированные агрегаты или каскадную схему обработки.
Какой срок поставки оборудования из Китая?
Стандартный срок изготовления типовой печи составляет 3–4 месяца. Доставка морем занимает еще 30–45 дней. Учитывайте время на таможенное оформление и шеф-монтаж. Индивидуальные проекты сложной конфигурации могут требовать до 6 месяцев производства.
Требуется ли специальная подготовка фундамента?
Да, тяжелые вакуумные печи требуют усиленного фундамента с виброразвязкой. Вес оборудования может достигать 10–20 тонн. Проект фундамента обычно предоставляется производителем вместе с габаритным чертежом. Игнорирование этого требования ведет к перекосу конструкции и разрушению изоляции.
Выбор надежного партнера — это залог бесперебойной работы вашего производства на десятилетия. Промышленная карбонизационная печь периодического действия от проверенного производителя сочетает в себе передовые технологии, соответствие международным стандартам и глубокое понимание специфики переработки углеродных материалов. Не рискуйте качеством своей продукции ради сомнительной экономии. Свяжитесь с нами сегодня, чтобы получить детальную консультацию, рассчитать технико-экономическое обоснование и заказать оборудование, которое станет основой вашего технологического преимущества. Мы готовы предложить решения «под ключ» с полным циклом сопровождения: от проектирования до запуска и обучения персонала.
Для получения актуального коммерческого предложения и технической документации перейдите по ссылке: промышленные карбонизационные печи.