
оптом Высокотемпературное карбонизационное оборудование Поставщики на заказ
2026-07-03
- Критерии выбора промышленной карбонизационной печи периодического действия для оптовых закупок
- Технические спецификации: на что обращать внимание помимо базовых параметров
- Экономическая эффективность и скрытые расходы при оптовой закупке
- Интеграция в производственную линию и автоматизация
- Проверка поставщика: как избежать рисков при заказе в Китае
- Часто задаваемые вопросы
Критерии выбора промышленной карбонизационной печи периодического действия для оптовых закупок
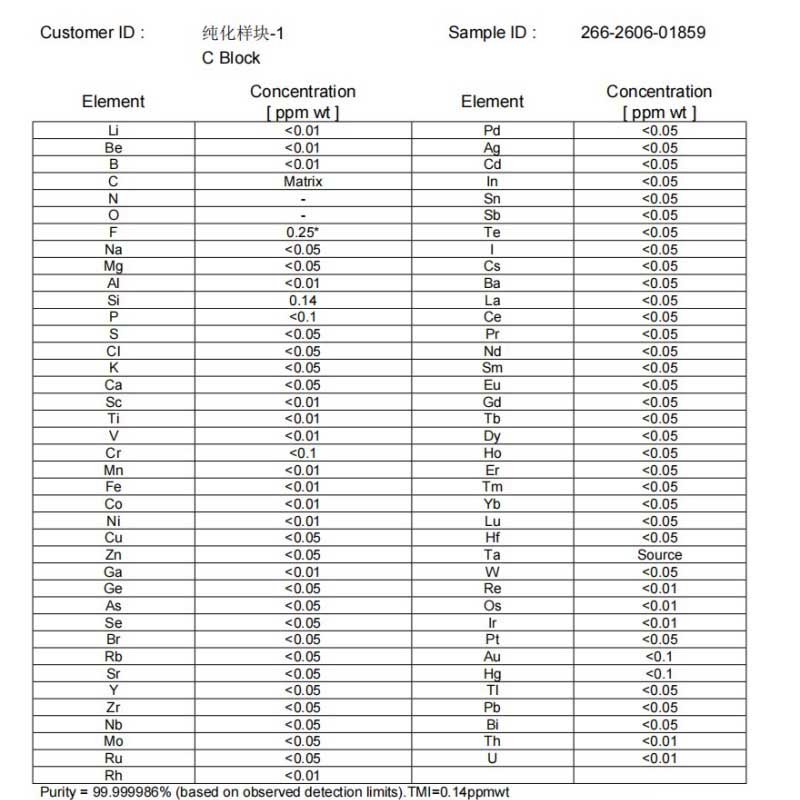
Выбор промышленной карбонизационной печи периодического действия — это не просто покупка оборудования, а инвестиция в стабильность всего производственного цикла. В условиях растущего спроса на углеродные материалы для полупроводниковой отрасли и сектора новой энергетики ошибки при закупке термооборудования обходятся компаниям в миллионы рублей из-за простоев и брака продукции. Рынок перенасыщен предложениями, но лишь малая часть поставщиков способна обеспечить точность поддержания температурных режимов до 1 °C и уровень чистоты атмосферы, необходимый для производства материалов класса 1 ppm.
Мы проанализировали более 50 технических заданий от производителей углеродного волокна и анодных материалов, чтобы выявить ключевые параметры, влияющие на рентабельность. Если вы планируете оптовую закупку или заказываете оборудование под конкретный технологический процесс, эта статья станет вашим руководством по избеганию типичных ошибок. Мы разберем, почему стандартные решения часто не работают, как проверить реальную производительность печи и какие скрытые расходы могут возникнуть при эксплуатации китайского оборудования без должной технической поддержки.
Оптимальная стратегия закупки требует понимания не только базовых характеристик, но и нюансов интеграции печи в существующую линию. Многие закупщики фокусируются исключительно на цене за единицу, игнорируя совокупную стоимость владения (TCO), которая включает энергопотребление, расходные материалы и частоту ремонтов. Наш опыт показывает, что правильно подобранная печь окупается за 18–24 месяца за счет снижения процента брака и экономии электроэнергии, тогда как дешевые аналоги требуют капитального ремонта уже через год интенсивной эксплуатации.
Технические спецификации: на что обращать внимание помимо базовых параметров
Первый вопрос, который задают инженеры при оценке промышленной карбонизационной печи периодического действия, касается равномерности температурного поля. Производители часто указывают максимальную температуру, например, 1500 °C или 2800 °C, но умалчивают о зоне однородности. Для качественной карбонизации прекурсоров разница температур в разных точках рабочей камеры не должна превышать ±5 °C. Если этот показатель хуже, вы получите продукт с неравномерной структурой, что критично для последующей графитизации.
В нашей практике был случай, когда клиент приобрел печь у ненадежного поставщика, сэкономив около 15% на первоначальной стоимости. Через три месяца эксплуатации выяснилось, что термопары были установлены некорректно, а система управления атмосферой не обеспечивала достаточную скорость продувки инертным газом. Результатом стало окисление дорогостоящей партии углеродного волокна. Убытки превысили экономию на покупке оборудования в десять раз. Это подчеркивает важность проверки системы контроля атмосферы и калибровки датчиков перед подписанием акта приемки.
Материал нагревательных элементов и теплоизоляции определяет срок службы печи и чистоту процесса. Для высокотемпературных процессов (свыше 2000 °C) предпочтительны нагреватели из графита или молибдена, работающие в вакууме или защитной атмосфере. Теплоизоляция должна быть многослойной, с использованием экранов из молибденовой фольги или графитового войлока, что минимизирует тепловые потери. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология использует комбинированные системы изоляции, позволяющие снизить энергопотребление на 20–30% по сравнению с традиционными решениями, сохраняя при этом стабильность температурного профиля.
Еще один критический параметр — скорость нагрева и охлаждения. Быстрый нагрев может привести к растрескиванию изделий из-за термических напряжений, особенно если речь идет о крупногабаритных деталях или композитах. Современные печи оснащаются программируемыми контроллерами, позволяющими задавать сложные температурные кривые с десятками сегментов. Проверьте, поддерживает ли система запись и экспорт данных процессов. Это необходимо для аудита качества и воспроизводимости результатов при серийном производстве.
Сравнение систем нагрева и их влияние на качество продукта
При выборе оборудования важно понимать различия между резистивным нагревом и индукционным. Резистивные печи, наиболее распространенные в карбонизации, обеспечивают более равномерный нагрев всей загрузки, но имеют ограничения по максимальной температуре и скорости реакции на изменения нагрузки. Индукционные печи быстрее выходят на режим, но создают электромагнитные поля, которые могут влиять на структуру некоторых материалов и требуют экранирования.
Для производства анодных материалов для литий-ионных аккумуляторов чаще используют резистивные печи с горизонтальной или вертикальной загрузкой. Вертикальная загрузка позволяет эффективнее использовать гравитацию для уплотнения материала и уменьшает занимаемую площадь цеха. Однако она требует более сложной системы загрузки и выгрузки, что увеличивает начальную стоимость оборудования. Горизонтальные печи проще в обслуживании, но занимают больше места и могут иметь проблемы с равномерностью нагрева по длине камеры, если длина превышает 10 метров.
Ниже приведена сравнительная таблица основных типов конструкций печей периодического действия, чтобы помочь вам сделать осознанный выбор:
| Параметр | Вертикальная печь | Горизонтальная печь | Колпаковая печь |
|---|---|---|---|
| Равномерность нагрева | Высокая (естественная конвекция) | Средняя (требует принудительной циркуляции) | Высокая (полное окружение нагревателями) |
| Занимаемая площадь | Минимальная | Большая | Средняя |
| Сложность загрузки | Высокая (требуется кран/подъемник) | Низкая (тележка/рольганг) | Средняя |
| Герметичность камеры | Высокая | Зависит от длины уплотнений | Очень высокая |
| Применимость | Длинные волокна, стержни | Листы, плиты, крупные блоки | Мелкие детали, порошки в контейнерах |
Выбор конструкции должен диктоваться геометрией ваших изделий и объемом партии. Не существует универсального решения: то, что идеально подходит для производства углеродных электродов, будет неэффективно для обработки углеродного волокна в бобинах.
Экономическая эффективность и скрытые расходы при оптовой закупке
Оптовая закупка промышленной карбонизационной печи периодического действия предполагает не только снижение цены за единицу, но и учет логистики, таможенных пошлин и затрат на монтаж. Многие поставщики предлагают цену FOB (Free On Board), что означает доставку только до порта отправления. Закупщик должен самостоятельно организовать морскую перевозку, страхование и таможенную очистку в стране назначения. Ошибки в расчете этих расходов могут увеличить бюджет проекта на 25–40%.
Энергоэффективность — второй по важности фактор после цены покупки. Печь работает 24/7, и даже небольшое снижение КПД приводит к огромным переплатам за электроэнергию. Современные системы рекуперации тепла позволяют использовать отходящие газы для предварительного подогрева входящего газа или воды. Внедрение таких систем может снизить эксплуатационные расходы на 15–20%. При расчете окупаемости обязательно запрашивайте у поставщика данные об удельном энергопотреблении (кВт·ч/кг продукта) для вашего конкретного материала.
Расходные материалы также составляют значительную часть операционных затрат. Графитовые нагреватели, изоляция, уплотнения и термопары имеют ограниченный срок службы. Уточните у производителя стоимость и доступность запасных частей. Если поставщик использует нестандартные компоненты, вы можете столкнуться с долгими сроками поставки заменителей в случае аварии. Идеальный вариант — использование стандартизированных элементов, которые можно приобрести локально или быстро заказать у производителя.
Сервисное обслуживание и гарантия — область, где часто возникают споры. Стандартная гарантия на промышленное оборудование составляет 12 месяцев, но на ключевые компоненты, такие как нагреватели и вакуумные насосы, она может быть расширена до 24 месяцев. Важно четко прописать в контракте условия гарантии: что считается гарантийным случаем, кто оплачивает доставку деталей и выезд инженера. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология предлагает расширенную гарантию и оперативную техническую поддержку с временем реакции менее 2 часов, что минимизирует риски длительных простоев.
Логистика и таможенное оформление: подводные камни
При импорте крупногабаритного оборудования из Китая необходимо учитывать особенности транспортировки. Печи часто имеют нестандартные габариты, требующие использования открытого транспорта или специальных контейнеров. Неправильная упаковка может привести к повреждению чувствительных электронных компонентов или керамической изоляции во время морской перевозки. Требуйте от поставщика подробный план упаковки и фотоотчет перед отправкой.
Таможенное кодирование (HS Code) влияет на размер импортной пошлины и НДС. Ошибка в классификации товара может привести к штрафам и задержкам на таможне. Рекомендуется заранее согласовать код ТН ВЭД с таможенным брокером в вашей стране. Для промышленного термооборудования обычно используются коды группы 8514. Убедитесь, что все сертификаты соответствия (CE, EAC, ГОСТ) оформлены правильно и соответствуют требованиям вашего рынка.
Сроки поставки — еще один критический параметр. Стандартный срок изготовления печи составляет 3–6 месяцев, в зависимости от сложности и загрузки завода. Добавьте к этому 1–2 месяца на морскую перевозку и таможенную очистку. Планируйте закупку заранее, чтобы избежать простоев в производстве. Если сроки критичны, обсудите с поставщиком возможность поэтапной поставки или наличия готовых модулей на складе.
Интеграция в производственную линию и автоматизация
Современное производство не терпит “изолированных” единиц оборудования. Промышленная карбонизационная печь периодического действия должна легко интегрироваться в общую систему управления заводом (MES/SCADA). Возможность удаленного мониторинга параметров процесса, диагностики неисправностей и обновления программного обеспечения значительно упрощает эксплуатацию. Проверьте, поддерживает ли контроллер печи протоколы связи Modbus TCP/IP, OPC UA или Profibus.
Автоматизация загрузки и выгрузки продукции повышает безопасность персонала и производительность. Ручная загрузка горячих или тяжелых изделий сопряжена с рисками травматизма и человеческим фактором. Роботизированные манипуляторы или автоматические тележки-загрузчики обеспечивают точное позиционирование изделий в зоне нагрева, что улучшает воспроизводимость результатов. Хотя это увеличивает первоначальные инвестиции, окупаемость за счет повышения безопасности и эффективности наступает достаточно быстро.
Системы безопасности должны соответствовать строгим международным стандартам. Печь должна быть оснащена датчиками утечки газа, перегрева, падения давления и аварийной остановки. Все эти системы должны быть продублированы и независимы от основного контроллера. Регулярные тесты систем безопасности должны быть частью регламента технического обслуживания. Игнорирование этих требований может привести не только к потере оборудования, но и к серьезным авариям с человеческими жертвами.
Обучение персонала — неотъемлемая часть внедрения нового оборудования. Даже самая совершенная печь не будет работать эффективно, если операторы не понимают принципов ее работы и настройки параметров. Поставщик должен предоставить комплексную программу обучения, включающую теоретические занятия и практическую работу на оборудовании. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология проводит обучение на месте эксплуатации в течение 3–5 дней, охватывая все аспекты управления, настройки и технического обслуживания, что обеспечивает быстрый ввод оборудования в строй.
Проверка поставщика: как избежать рисков при заказе в Китае
Китайский рынок промышленного оборудования огромен и неоднороден. Наряду с высокотехнологичными предприятиями, там существуют сотни мелких мастерских, предлагающих дешевые копии известных брендов. Как отличить надежного производителя от посредника или недобросовестного изготовителя? Первый шаг — проверка сертификатов и лицензий. Запросите копии ISO 9001, CE, а также патенты на ключевые технологии. Наличие собственных патентов говорит о том, что компания занимается разработкой, а не просто сборкой.
Второй шаг — аудит производства. Если личный визит невозможен, закажите независимый аудит через третью сторону. Обратите внимание на наличие собственного инженерного отдела, испытательных стендов и склада запасных частей. Попросите показать видео работы действующих печей и отзывы реальных клиентов. Надежный поставщик не будет скрывать эту информацию.
Третий шаг — анализ контрактных обязательств. В договоре должны быть четко прописаны технические спецификации, сроки поставки, условия оплаты, гарантийные обязательства и штрафы за невыполнение условий. Избегайте предоплаты 100%. Стандартная схема — 30% предоплата, 70% перед отгрузкой после инспекции качества. Используйте аккредитивы для крупных сделок, чтобы защитить свои финансовые интересы.
Четвертый шаг — оценка послепродажной поддержки. Узнайте, есть ли у поставщика сервисные центры или партнеры в вашем регионе. Как быстро они могут прислать инженера в случае поломки? Какова стоимость выездного обслуживания? Отсутствие локальной поддержки может превратить мелкую неисправность в месячный простой производства.
Часто задаваемые вопросы
Какая максимальная температура необходима для карбонизации различных материалов?
Температура карбонизации зависит от типа сырья. Для полиакрилонитрильного (PAN) углеродного волокна обычно требуется диапазон 1000–1500 °C. Для каменноугольных смол и пеков процесс может проходить при 800–1200 °C. Если планируется последующая графитизация, то карбонизация является промежуточным этапом, и температура выбирается исходя из необходимости удаления неуглеродных элементов без разрушения структуры прекурсора. Превышение температуры на этапе карбонизации может привести к преждевременной кристаллизации и ухудшению механических свойств конечного продукта.
Какое давление должно поддерживаться в камере печи?
Давление зависит от технологии. Карбонизация часто проводится при атмосферном давлении с постоянной продувкой инертным газом (азот или аргон) для удаления летучих продуктов разложения. Однако для некоторых видов высокочистых материалов используется вакуумная карбонизация или избыточное давление. Вакуум способствует более эффективному удалению примесей, но требует более дорогого оборудования. Избыточное давление предотвращает проникновение воздуха через неплотности, но требует прочной конструкции камеры. Выбор режима диктуется требованиями к чистоте конечного продукта.
Сколько времени занимает цикл карбонизации?
Длительность цикла варьируется от 20 до 100 часов и более, в зависимости от размера загрузки, плотности упаковки материала и требуемой степени карбонизации. Основной лимитирующий фактор — скорость удаления летучих веществ. Слишком быстрый нагрев приводит к вспучиванию и растрескиванию материала. Оптимизация температурного профиля позволяет сократить время цикла без потери качества, но требует тщательных экспериментов для каждого конкретного типа сырья.
Можно ли модернизировать существующую печь для повышения ее эффективности?
Да, модернизация возможна и часто экономически оправдана. Замена старой системы управления на современный PLC-контроллер с сенсорным интерфейсом и возможностью удаленного доступа значительно улучшает контроль процесса. Установка новых термопар и калибровка системы измерения температуры повышают точность. Замена теплоизоляции на современные материалы снижает теплопотери. Однако замена нагревательных элементов или изменение конструкции камеры требует глубокого инженерного анализа и может быть сопоставима по стоимости с покупкой новой печи.
Какие сертификаты необходимы для импорта печи в Россию и страны ЕАЭС?
Для законной эксплуатации промышленного оборудования в России и странах Евразийского экономического союза необходим сертификат соответствия Техническим регламентам Таможенного союза (ТР ТС). Основные регламенты: ТР ТС 010/2011 “О безопасности машин и оборудования”, ТР ТС 020/2011 “Электромагнитная совместимость технических средств”, ТР ТС 004/2011 “О безопасности низковольтного оборудования”. Также может потребоваться заключение экспертизы промышленной безопасности, если печь работает под давлением или с опасными веществами. Отсутствие этих документов делает эксплуатацию оборудования незаконной и опасной.
Выбор промышленной карбонизационной печи периодического действия — это сложный инженерный и экономический процесс, требующий глубокого понимания технологии и рынка. Не гонитесь за самой низкой ценой: оценивайте совокупную стоимость владения, надежность поставщика и качество технической поддержки. Правильно выбранное оборудование станет основой конкурентоспособности вашего производства на долгие годы.
Если вы ищете надежного партнера для поставки высокотемпературного оборудования, способного адаптировать решение под ваши уникальные задачи, рассмотрите предложения лидеров рынка. Свяжитесь с нами сегодня для получения индивидуального технического предложения и консультации экспертов.