
Оптимизация энергопотребления в низкотемпературных печах периодического действия
2026-07-11
- Энергоэффективность как ключевой фактор рентабельности: почему старые печи убыточны
- Теплоизоляция и конструкция корпуса: борьба с невидимыми потерями
- Система отвода летучих веществ и рекуперация тепла
- Управление атмосферой и герметичность камеры
- Интеллектуальное управление температурными режимами
- Нагревательные элементы: выбор и обслуживание
- Сравнительный анализ: Традиционная печь vs Оптимизированная система
- Часто задаваемые вопросы
- Заключение: Энергоэффективность как стратегическое преимущество
Энергоэффективность как ключевой фактор рентабельности: почему старые печи убыточны
В современной промышленности, где маржинальность производства углеродных материалов и компонентов для литий-ионных аккумуляторов постоянно снижается, стоимость энергии становится не просто статьей расходов, а определяющим фактором выживания бизнеса. Промышленная карбонизационная печь периодического действия — это оборудование, которое потребляет колоссальные объемы электроэнергии и газа. В традиционных моделях, спроектированных 10–15 лет назад, до 40–50% затраченной энергии уходит не на нагрев продукта, а на компенсацию теплопотерь через стенки корпуса, негерметичные уплотнения и inefficient систему отвода летучих веществ.
Мы в нашей практике регулярно сталкиваемся с ситуацией, когда завод закупает новое оборудование, но сохраняет старые технологические регламенты. Результат предсказуем: удельный расход энергии на тонну продукции остается на уровне 3500–4000 кВт·ч, тогда как современные стандарты требуют снижения этого показателя до 2200–2500 кВт·ч. Разница в 1500 кВт·ч на каждую партию при круглосуточной работе предприятия превращается в миллионы рублей убытков ежегодно.
Оптимизация энергопотребления в низкотемпературных печах (диапазон 800–1200 °C) имеет свою специфику. В отличие от высокотемпературной графитизации (2800 °C), где доминируют лучистые теплопередачи, в зоне карбонизации критическую роль играют конвективные потери и химическая эффективность утилизации пиролизных газов. Если вы эксплуатируете парк печей, выпущенных до 2020 года, вероятнее всего, ваша система рекуперации тепла либо отсутствует, либо работает с КПД ниже 30%. Это не просто технический недостаток, это прямая утечка прибыли.
Данное руководство основано на реальном опыте модернизации производственных линий для производителей анодных материалов и изостатического графита. Мы разберем не теоретические выкладки, а конкретные инженерные решения, которые позволяют снизить энергозатраты на 25–35% без потери качества продукции. Каждый раздел содержит actionable рекомендации, которые можно внедрить как при заказе нового оборудования, так и при retrofitting существующего парка.
Теплоизоляция и конструкция корпуса: борьба с невидимыми потерями
Первый и самый очевидный источник потерь — это тепловая инерция и теплопроводность футеровки. В низкотемпературных процессах карбонизации цикл нагрева и охлаждения может занимать от 24 до 72 часов. Традиционная кирпичная кладка или тяжелый бетон накапливают огромное количество тепла, которое затем бесполезно рассеивается в атмосферу во время цикла охлаждения. Для оператора это означает, что он платит за нагрев “стен”, а не продукта, каждый раз, когда запускает новую партию.
Современный подход требует использования многослойных модульных конструкций из керамического волокна с низкой теплоемкостью. Ключевой параметр здесь — не только коэффициент теплопроводности (который должен быть менее 0,12 Вт/(м·К) при 800 °C), но и плотность материала. Использование легковесных модулей позволяет снизить аккумулируемую массу футеровки на 60–70%. Это приводит к тому, что печь быстрее выходит на рабочий режим и быстрее остывает, сокращая общее время цикла.
Однако есть нюанс, о котором часто забывают. Керамическое волокно чувствительно к агрессивной химической среде пиролизных газов, содержащих смолы и фенолы. Если не применить правильную защитную пропитку или экран из нержавеющей стали, волокно деградирует, теряя свои изоляционные свойства уже через 6–8 месяцев. Мы видели случаи, когда экономия на защитных экранах приводила к увеличению расхода энергии на 15% за первый год эксплуатации из-за уплотнения и разрушения изоляции.
Компания ООО Цзянсу Цзюньгэ Чжичэн Технология в своих разработках применяет комбинированную схему изоляции: внутренний слой из высокочистого керамического волокна с защитным покрытием, устойчивым к углеводородным отложениям, и внешний слой из микропористой изоляции. Такая конфигурация обеспечивает температуру наружной поверхности корпуса не выше 45–50 °C даже при рабочей температуре внутри камеры 1000 °C. Это не просто вопрос безопасности персонала, это прямой индикатор эффективности изоляции. Каждые 10 °C повышения температуры корпуса — это сотни киловатт потерянной энергии.
Практическая рекомендация: Если вы проектируете новую линию, требуйте от поставщика расчета тепловой баланса с учетом динамических режимов нагрева. Не соглашайтесь на статические параметры. Проверьте толщину изоляции в зонах температурных мостиков (углы, дверные проемы, выводы термопар). Именно там происходит до 30% всех теплопотерь корпуса.
Система отвода летучих веществ и рекуперация тепла
Процесс карбонизации сопровождается интенсивным выделением летучих веществ: водяного пара, смол, масел и газов. В традиционных печах эти газы просто выбрасываются в атмосферу через вытяжную трубу, унося с собой значительную часть тепловой энергии. Температура отходящих газов может достигать 600–800 °C. Выбрасывать такой потенциал в трубу — это экономическое преступление.
Эффективная оптимизация требует внедрения системы вторичного дожигания и рекуперации тепла. Принцип работы заключается в следующем: летучие вещества направляются в камеру дожигания, где при температуре выше 900–1000 °C они окисляются. Этот процесс экзотермичен, то есть выделяет дополнительное тепло. Полученная горячая газовая смесь затем проходит через теплообменник, где нагревает поступающий в печь защитный газ (азот или аргон) или воздух для горения.
Здесь кроется главная техническая сложность. Смолистые вещества склонны к конденсации и образованию отложений на стенках теплообменников. Если система спроектирована неправильно, теплообменник “зарастает” за несколько недель, его эффективность падает до нуля, а сопротивление газовому тракту растет, что приводит к аварийным остановкам. Многие поставщики предлагают стандартные пластинчатые теплообменники, которые категорически не подходят для таких загрязненных сред.
Решение заключается в использовании трубчатых теплообменников специальной геометрии с системой автоматической очистки или импульсной продувки. Кроме того, критически важно поддерживать температуру газов в тракте выше точки росы тяжелых фракций до момента их полного сгорания. Инженеры ООО Цзянсу Цзюньгэ Чжичэн Технология разрабатывают индивидуальные схемы газоходов, которые минимизируют зоны застоя и обеспечивают ламинарный поток, предотвращая осаждение смол. В наших проектах степень рекуперации тепла отходящих газов достигает 40–50%, что напрямую снижает потребление внешнего топлива или электроэнергии на нагрев защитной атмосферы.
Еще один аспект — это использование тепла отходящих газов для предварительного подогрева сырья. Хотя это сложно реализовать в печах периодического действия из-за цикличности процесса, можно использовать аккумуляторы тепла или буферные емкости. Даже частичная утилизация тепла для отопления цеха или подготовки технической воды в зимний период может существенно снизить общие эксплуатационные расходы предприятия.
Что делать сейчас: Аудит вашей текущей системы вытяжки. Измерьте температуру отходящих газов. Если она выше 200 °C и не используется ни для каких нужд, вы теряете деньги. Рассмотрите возможность установки промежуточного теплообменника для подогрева входящего защитного газа. Это одно из самых быстроокупаемых решений.
Управление атмосферой и герметичность камеры
Качество карбонизированного продукта напрямую зависит от состава атмосферы в печи. Избыточный приток воздуха приводит к окислению поверхности материала и выгоранию углерода, что снижает выход годной продукции. С другой стороны, чрезмерная подача защитного газа (азота) для создания избыточного давления ведет к перерасходу газа и выносу тепла через клапаны сброса давления.
Баланс между герметичностью и управляемым давлением — это тонкая настройка. В старых печах уплотнения дверных механизмов и penetrations (выводов термопар, нагревателей) часто выполнены из обычных асбестовых или резиновых материалов, которые быстро деградируют при высоких температурах. Через эти микрощели в камеру подсасывается воздух, а наружу выходит дорогой защитный газ и тепло.
Современные стандарты требуют использования металлических сильфонных уплотнений и графитовых прокладок, способных работать в диапазоне до 1000 °C без потери эластичности. Но еще важнее — система автоматического контроля давления. Она должна реагировать на изменения внутри камеры в реальном времени, регулируя подачу газа и работу вытяжных вентиляторов с точностью до ±5 Па. Это позволяет поддерживать минимально необходимое избыточное давление, достаточное для предотвращения подсоса воздуха, но не приводящее к залповым выбросам газа.
Опыт показывает, что переход на систему динамического управления атмосферой позволяет сократить расход азота на 20–30%. Учитывая объемы потребления (тысячи кубометров в месяц), экономия становится весьма ощутимой. Кроме того, стабильная атмосфера улучшает однородность свойств продукта по всей садке, снижая процент брака.
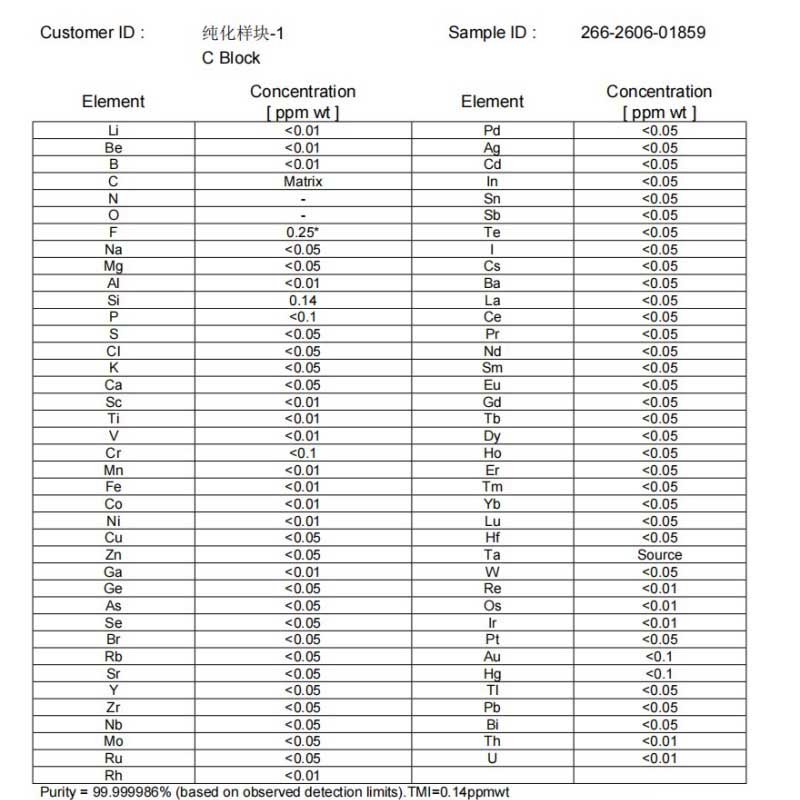
В оборудовании, производимом ООО Цзянсу Цзюньгэ Чжичэн Технология, применяются запатентованные конструкции дверных узлов с пневмоприжимом и многоступенчатой системой уплотнений. Это обеспечивает класс герметичности, необходимый для работы с высокочистыми материалами, где содержание примесей не должно превышать 1 ppm. Такая герметичность не только защищает продукт, но и создает замкнутую термодинамическую систему, в которой легче управлять энергобалансом.
Действие: Проведите тест на герметичность вашей печи. Запустите печь в холостом режиме с подачей защитного газа и измерьте концентрацию кислорода в разных точках камеры. Если она превышает 10–20 ppm при номинальном расходе газа, ваши уплотнения требуют замены или доработки.
Интеллектуальное управление температурными режимами
Человеческий фактор — главный враг энергоэффективности. Операторы часто устанавливают температурные профили “с запасом”, чтобы гарантировать качество, или выбирают максимально мощные режимы нагрева, чтобы быстрее завершить цикл, не задумываясь о пиковых нагрузках на сеть и перерасходе энергии. Ручное управление неспособно оптимально распределить нагрузку между нагревательными элементами и учесть тепловую инерцию садки.
Внедрение систем автоматического управления на базе ПЛК (программируемых логических контроллеров) с алгоритмами PID-регулирования и модельно-предиктивного управления (MPC) позволяет оптимизировать процесс нагрева. Система заранее рассчитывает необходимую мощность для каждого участка нагревателей, учитывая текущую температуру, массу садки и теплофизические свойства материала. Это исключает перегрев и “перестрел” температуры, которые требуют последующего охлаждения и стабилизации, тратя энергию впустую.
Особое внимание следует уделить зонированию нагрева. В больших печах периодического действия температурное поле редко бывает идеально равномерным. Традиционный подход — греть все зоны одинаково мощно. Оптимизированный подход — дифференцированное управление зонами. Датчики температуры, расположенные в ключевых точках садки, передают данные контроллеру, который индивидуально регулирует мощность каждой зоны. Это выравнивает температурное поле без необходимости общего повышения температуры, что экономит до 10–15% электроэнергии.
Кроме того, современные системы позволяют сохранять и анализировать данные каждого цикла. Это дает возможность выявлять аномалии в потреблении энергии, прогнозировать необходимость технического обслуживания нагревателей и постоянно совершенствовать температурные профили. Мы рекомендуем интегрировать такие системы с SCADA-системами предприятия для мониторинга энергоэффективности в реальном времени.
Инженерные решения ООО Цзянсу Цзюньгэ Чжичэн Технология включают в себя собственные разработки программного обеспечения для управления термообработкой, адаптированные под специфику углеродных материалов. Алгоритмы учитывают кинетику выделения летучих веществ и эндотермические реакции, происходящие в материале, что позволяет строить оптимальные кривые нагрева, минимизирующие энергозатраты при сохранении строгого соблюдения технологических требований.
Совет: Если ваша печь управляется старым аналоговым контроллером или, хуже того, вручную, модернизация системы управления — это первый шаг к экономии. Установка современных термоконтроллеров с функцией автонастройки PID-параметров окупается за счет снижения брака и экономии энергии в течение 6–9 месяцев.
Нагревательные элементы: выбор и обслуживание
Сердце любой электрической печи — нагревательные элементы. В низкотемпературных печах карбонизации чаще всего используются нихромовые сплавы (Fe-Cr-Al) или карбид кремния (SiC). Выбор материала и конфигурации элементов напрямую влияет на КПД печи и срок их службы.
Нихромовые нагреватели обладают хорошим сопротивлением и долговечностью в окислительной среде, но в присутствии углеродных осадков и восстановительной атмосферы они могут подвергаться катастрофическому разрушению (“зеленая гниль”). Карбид кремния более устойчив к химическим воздействиям, но хрупок и имеет высокое электрическое сопротивление, которое меняется со временем (старение SiC-элементов может увеличивать сопротивление на 20–30% за год работы).
Старение нагревателей приводит к тому, что для поддержания той же мощности требуется повышать напряжение, что ведет к перегрузке трансформаторов и силовой электроники. Более того, неравномерное старение элементов вызывает локальные перегревы и нестабильность температурного поля. Регулярный мониторинг сопротивления каждого элемента и своевременная замена групп элементов с близкими параметрами — обязательная процедура для поддержания энергоэффективности.
Конфигурация размещения нагревателей также важна. Расположение элементов должно обеспечивать максимальный радиационный обмен с продуктом и минимизировать затенение. Использование рефлекторов из жаропрочной стали или керамики помогает направить тепловое излучение непосредственно на садку, повышая эффективность поглощения тепла материалом.
В проектах ООО Цзянсу Цзюньгэ Чжичэн Технология мы используем нагревательные элементы премиального класса с гарантированной стабильностью параметров. Система крепления элементов разработана таким образом, чтобы компенсировать термическое расширение и избегать механических напряжений, которые являются основной причиной преждевременного выхода из строя. Это обеспечивает стабильный КПД печи на протяжении всего межремонтного периода.
Рекомендация: Ведите журнал измерения сопротивления нагревательных элементов. Если разброс сопротивлений в параллельных группах превышает 5%, выполните балансировку или замену. Не ждите поломки — работа на изношенных элементах стоит дороже, чем их преждевременная замена.
Сравнительный анализ: Традиционная печь vs Оптимизированная система
Чтобы наглядно продемонстрировать преимущества комплексного подхода к оптимизации, рассмотрим сравнение стандартной печи старого типа и современной энергоэффективной печи периодического действия на примере обработки одной тонны углеродного материала.
| Параметр | Традиционная печь (старая конструкция) | Оптимизированная печь (современные решения) |
|---|---|---|
| Удельный расход электроэнергии | 3800 – 4200 кВт·ч/т | 2200 – 2500 кВт·ч/т |
| Расход защитного газа (N2) | 150 – 200 м³/т | 90 – 110 м³/т |
| Температура корпуса печи | 70 – 90 °C | 40 – 50 °C |
| Температура отходящих газов | 400 – 600 °C (без рекуперации) | 120 – 150 °C (после теплообменника) |
| Равномерность температуры в садке | ±15 – 20 °C | ±5 – 8 °C |
| Срок службы нагревателей | 12 – 18 месяцев | 24 – 36 месяцев |
| Уровень автоматизации | Ручной / Полуавтоматический | Полная автоматизация с MPC |
Как видно из таблицы, разница в эксплуатационных расходах существенна. При стоимости электроэнергии 0,08 USD за кВт·ч и работе печи 300 дней в году с производительностью 5 тонн в сутки, годовая экономия только на электроэнергии составит более 190 000 USD. Добавив экономию газа и снижение затрат на ремонт, получаем сумму, которая полностью покрывает инвестиции в новое оборудование за 2–3 года.
Важно отметить, что оптимизированная печь не только экономичнее, но и производит продукт более высокого качества. Стабильность температурного поля и чистота атмосферы снижают процент брака, что является скрытым, но мощным фактором экономической эффективности.
Часто задаваемые вопросы
Можно ли модернизировать старую печь, или нужно покупать новую?
Это зависит от состояния основного каркаса и камеры. Если корпус не деформирован, а камера герметична, возможна глубокая модернизация: замена футеровки на керамическое волокно, установка новых нагревателей, модернизация системы управления и добавление теплообменника. Однако если печь старше 15–20 лет, затраты на модернизацию могут составить 60–70% от стоимости новой, при этом вы не получите всех преимуществ современной компоновки. В таком случае покупка новой промышленной карбонизационной печи периодического действия более рентабельна в долгосрочной перспективе.
Какой срок окупаемости инвестиций в энергоэффективные технологии?
При текущих ценах на энергоносители средний срок окупаемости составляет от 18 до 30 месяцев. Если ваше предприятие работает в две или три смены, срок окупаемости сокращается до 12–18 месяцев благодаря большему количеству циклов нагрева в год. Ключевым фактором является объем производства: чем больше тонн продукции проходит через печь, тем быстрее возвращается инвестиция.
Влияет ли оптимизация энергопотребления на качество карбонизированного продукта?
Напрямую — нет, но косвенно — значительно да. Энергоэффективные печи обеспечивают более стабильный температурный профиль и чистоту атмосферы. Отсутствие локальных перегревов и подсоса воздуха снижает риск окисления и растрескивания материала. Таким образом, оптимизация энергии часто приводит к улучшению физико-механических свойств конечного продукта и снижению вариативности партий.
Какие сертификаты должны быть у оборудования для работы в России и СНГ?
Оборудование должно соответствовать техническим регламентам Таможенного союза (ТР ТС 010/2011 “О безопасности машин и оборудования”, ТР ТС 004/2011 “О безопасности низковольтного оборудования”, ТР ТС 020/2011 “Электромагнитная совместимость”). Наличие сертификата EAC обязательно. Также приветствуется наличие сертификата ISO 9001 у производителя, что гарантирует стабильность качества изготовления. Компания ООО Цзянсу Цзюньгэ Чжичэн Технология предоставляет полный пакет разрешительной документации для беспрепятственной таможенной очистки и ввода в эксплуатацию.
Заключение: Энергоэффективность как стратегическое преимущество
Оптимизация энергопотребления в низкотемпературных печах периодического действия — это не разовая акция, а непрерывный процесс инженерного совершенствования. Переход от экстенсивных методов нагрева к интеллектуальному управлению тепловыми потоками, рекуперации энергии и использованию передовых изоляционных материалов позволяет снизить себестоимость продукции на 15–25%. В условиях высокой конкуренции на рынке углеродных материалов и компонентов для новой энергетики это преимущество становится решающим.
Выбор правильного партнера для поставки или модернизации оборудования критически важен. Необходим не просто продавец “железа”, а технологический партнер, способный предложить комплексное решение, адаптированное под ваше сырье и производственные задачи. Промышленная карбонизационная печь периодического действия от лидера отрасли, такого как ООО Цзянсу Цзюньгэ Чжичэн Технология, — это инвестиция в стабильность, качество и рентабельность вашего бизнеса на десятилетия вперед.
Не откладывайте аудит вашего термопарка. Каждый день работы неоптимизированной печи — это упущенная прибыль. Свяжитесь с нашими экспертами для получения бесплатной консультации и предварительного расчета потенциальной экономии для вашего конкретного случая.
Узнать больше о промышленных карбонизационных печах и решениях для энергосбережения
Свяжитесь с нами сегодня