
Качественный Производитель: Промышленная карбонизационная печь периодического действия для углеродных материалов
2026-05-22
Технические требования к промышленной карбонизационной печи периодического действия
Выбор оборудования для высокотемпературной обработки углеродных материалов начинается не с цены, а с анализа термодинамики процесса. Промышленная карбонизационная печь периодического действия должна обеспечивать стабильный нагрев до 1000–1400 °C в инертной среде, удаляя летучие фракции без окисления матрицы волокна. В нашей практике мы сталкивались с ситуациями, когда клиенты теряли целые партии прекурсоров из-за неравномерного распределения температуры в рабочей камере — перепад всего в 15 °C на разных уровнях садки приводил к браку более 30% объема загрузки. Именно поэтому критически важным параметром становится не просто максимальная температура, а точность управления атмосферой и зонами нагрева.
Ключевая задача такого оборудования — превратить полимерное волокно в углеродный скелет с сохранением структуры. Ошибки на этом этапе необратимы: если скорость подъема температуры или состав защитного газа (азот, аргон) подобраны неверно, материал теряет механическую прочность еще до стадии графитизации. Современные решения требуют интеграции систем рекуперации тепла и точного контроля давления, так как процессы дегазации выделяют значительные объемы побочных продуктов. Инженеры ООО Цзянсу Цзюньгэ Чжичэн Технология при разработке своих установок делают акцент на герметичности камеры и системе газового баланса, что позволяет достигать воспроизводимости результатов от партии к партии, что особенно важно для производителей композитов и анодных материалов.
Сравнение технологий нагрева и конструктивных решений
На рынке присутствует несколько типов нагревательных элементов, и выбор между ними определяет энергоэффективность и срок службы печи. Ниже приведено сравнение основных вариантов, используемых в оборудовании класса batch type (периодического действия):
| Параметр сравнения | Графитовые нагреватели | Карбидкремниевые (SiC) элементы | Металлические сплавы (Mo/W) |
|---|---|---|---|
| Максимальная температура | До 2800 °C | До 1600 °C | До 2200 °C (в вакууме) |
| Стойкость к термоударам | Высокая, но требует осторожного старта | Средняя, склонны к растрескиванию | Низкая, риск деформации при циклировании |
| Влияние на чистоту продукта | Минимальное выделение примесей при правильной аттестации | Риск загрязнения кремнием при высоких температурах | Испарение металла может загрязнять изделие |
| Рекомендуемая сфера | Графитизация, высокотемпературная очистка | Низкотемпературная карбонизация, сушка | Специфические вакуумные процессы |
Для задач глубокой переработки углерода, где требуется температура выше 2000 °C, графитовые нагреватели остаются безальтернативным решением. Однако их установка требует сложной системы токосъемов и защиты от окисления. Мы рекомендуем использовать комбинированные подходы: например, применять SiC элементы для зоны предварительного нагрева и графит для основной зоны, что оптимизирует затраты на электроэнергию. Важно помнить, что любой нагревательный элемент деградирует со временем, и проект печи должен предусматривать легкую замену без нарушения геометрии камеры.
Критерии выбора поставщика и риски импорта
Закупка тяжелого промышленного оборудования всегда сопряжена с рисками, особенно когда речь идет о сложных термических системах. Основной вопрос, который должен задать технический директор: «Сможет ли производитель адаптировать стандартную модель под мое сырье?». Универсальные печи часто не учитывают специфику выделения летучих веществ из конкретного типа прекурсора (PAN, вискоза, пеки). В одном из случаев наш клиент столкнулся с тем, что стандартная печь не справлялась с объемом пиролизных газов, что приводило к скачкам давления и аварийным остановкам. Решение потребовало полной переработки системы газоотвода и увеличения мощности вакуумных насосов.
При работе с китайскими производителями, такими как ООО Цзянсу Цзюньгэ Чжичэн Технология, ключевым преимуществом является возможность полной кастомизации под задачи импортозамещения в секторах полупроводников и новой энергетики. Производственная база площадью свыше 15 000 м² позволяет реализовывать проекты «под ключ», включая монтаж и пусконаладку силами выездных инженеров. Особое внимание стоит уделить наличию сертификатов соответствия (CE, EAC, ГОСТ) и гарантии на ключевые компоненты — надежные поставщики дают до 2 лет гарантии на нагреватели и систему управления, а время реакции на сервисный запрос не должно превышать 48 часов.
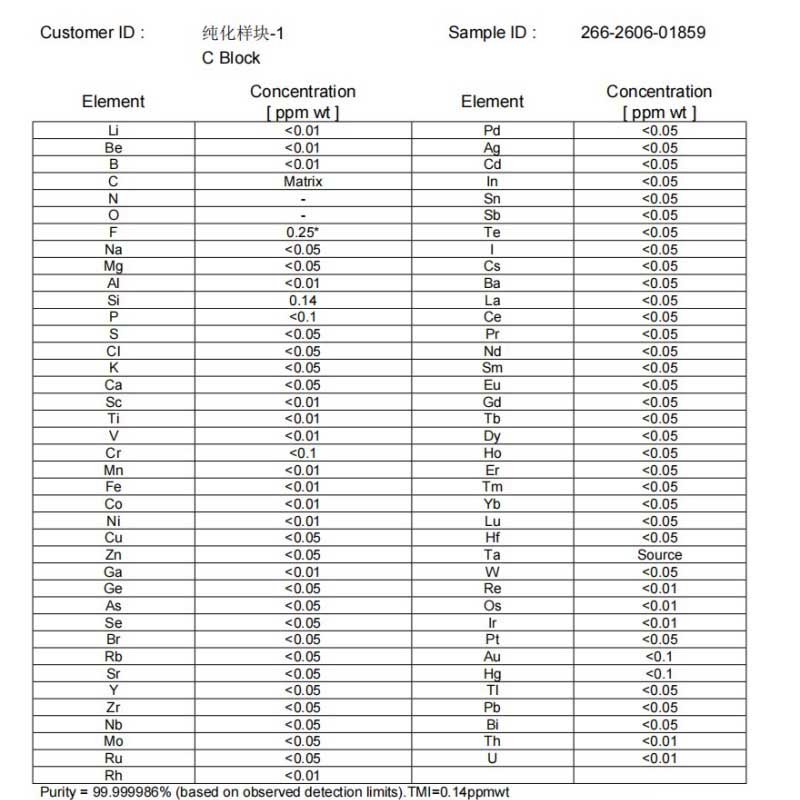
Еще один важный аспект — уровень чистоты конечного продукта. Для электронной промышленности критичен показатель содержания примесей на уровне 1 ppm (одна миллионная часть). Достичь такого результата можно только используя материалы высокой чистоты для футеровки и нагревателей, а также обеспечивая идеальный вакуум или проток сверхчистого газа. Оборудование, не прошедшее тесты на герметичность гелием, никогда не выйдет на такие показатели, независимо от качества системы управления.
Эксплуатация и экономическая эффективность
Стоимость владения печью складывается не только из цены покупки, но и из расходов на электроэнергию, газ и обслуживание. Промышленная карбонизационная печь периодического действия потребляет значительные мощности, поэтому наличие рекуператоров тепла и умных алгоритмов управления нагревом может снизить операционные расходы на 20–25%. Мы наблюдали случаи, когда экономия на этапе проектирования системы теплоизоляции приводила к потерям в 40% энергии во время длительных циклов отжига.
Автоматизация процесса также играет решающую роль. Современные контроллеры позволяют задавать сложные профили нагрева с десятками сегментов, автоматически компенсируя тепловую инерцию массивной садки. Отсутствие такой функции перекладывает ответственность на оператора, что неизбежно ведет к человеческому фактору и браку. Обучение персонала должно занимать не менее 3–5 дней и включать не только управление панелью, но и понимание физико-химических процессов внутри камеры.
Не стоит игнорировать и логистику. Габариты промышленных печей часто требуют специальной транспортировки и усиленных фундаментов на месте установки. Профессиональный поставщик обязан предоставить чертежи фундамента и схемы подводки коммуникаций еще на этапе заключения контракта. Игнорирование этого этапа может привести к задержке запуска производства на месяцы.
Часто задаваемые вопросы
Какова реальная скорость нагрева для таких печей?
Скорость нагрева зависит от массы садки и типа материала, но для большинства промышленных моделей оптимальным диапазоном считается 5–10 °C/мин в зоне активной дегазации. Превышение этого порога может вызвать вспучивание волокна или его разрушение. В высокотемпературной зоне (выше 1000 °C) скорость можно увеличить до 15–20 °C/мин, если конструкция нагревателей позволяет это без риска термоудара.
Можно ли использовать одну печь для карбонизации и графитизации?
Технически это возможно, если печь оснащена графитовыми нагревателями и способна работать в диапазоне до 2800 °C. Однако процессы требуют разной атмосферы: карбонизация часто проходит в азоте с активным удалением газов, а графитизация — в аргоне или вакууме. Универсальные установки существуют, но они дороже специализированных и требуют тщательной очистки камеры между циклами разных типов.
Какой срок службы нагревательных элементов?
При соблюдении технологических режимов и отсутствии перегрева графитовые нагреватели служат от 2 до 5 лет в зависимости от количества циклов. Карбидкремниевые элементы имеют меньший ресурс при температурах выше 1400 °C из-за окисления. Регулярный мониторинг сопротивления элементов помогает предсказать необходимость замены до выхода их из строя.
Инвестиции в качественное термооборудование окупаются за счет снижения процента брака и возможности выпуска продукции премиум-класса. Если вы ищете надежного партнера для модернизации производства или запуска новой линии, важно выбрать компанию с собственным инженерным центром и опытом реализации международных проектов. Промышленная карбонизационная печь периодического действия от проверенного производителя станет фундаментом для вашего технологического лидерства.
Свяжитесь с нами сегодня, чтобы обсудить технические детали вашего проекта и получить индивидуальное коммерческое предложение.