
Дешево Заводы: Крупногабаритная карбонизационная печь периодического действия под ключ
2026-05-28
- Почему «дешевые» карбонизационные печи обходятся дороже в эксплуатации
- Критические технические параметры для выбора надежной печи
- Типичные ошибки при закупке и риски дешевых моделей
- Реальные кейсы внедрения и экономический эффект
- Как оформить заказ и избежать подводных камней
- Часто задаваемые вопросы
Почему «дешевые» карбонизационные печи обходятся дороже в эксплуатации
В нашей практике мы неоднократно сталкивались с ситуацией, когда производственные линии останавливались из-за выхода из строя нагревательных элементов в печах, закупленных по минимальной цене. Промышленная карбонизационная печь периодического действия — это не просто металлический короб с ТЭНами, а сложный термодинамический комплекс, где экономия на изоляции или системе вакуумирования приводит к перерасходу электроэнергии до 30% и браку продукции. Если вы ищете оборудование для обработки углеродных материалов, ключевым фактором становится не стартовая цена, а стоимость владения в течение 5–7 лет. Мы проанализировали десятки проектов импортозамещения и видим четкую тенденцию: предприятия, выбирающие адаптированные решения от специализированных производителей вроде ООО Цзянсу Цзюньгэ Чжичэн Технология, сокращают операционные расходы за счет стабильности температурных режимов и чистоты процесса.
Рынок насыщен предложениями, но реальная проблема заключается в несоответствии заявленных параметров фактическим возможностям оборудования. Когда температура в рабочей камере колеблется даже на ±5°C сверх допуска, структура графита меняется необратимо. Для полупроводниковой отрасли или производства анодов это означает потерю всей партии сырья. Дешевые аналоги часто не способны обеспечить равномерный прогрев объема загрузки, особенно при работе с крупногабаритными изделиями. В этой статье мы разберем технические нюансы, которые отличают профессиональное оборудование от компромиссных вариантов, и дадим конкретные рекомендации по выбору поставщика, который гарантирует результат, а не просто отгрузку металла.
Критические технические параметры для выбора надежной печи
При оценке оборудования первый вопрос, который должен задать инженер: какова реальная максимальная рабочая температура и как долго печь может её удерживать без деградации нагревателей? Многие бюджетные модели заявляют 2800 °C, но на практике ресурс графитовых нагревателей при таких режимах составляет всего несколько циклов. Качественная промышленная карбонизационная печь периодического действия должна обеспечивать стабильность не только пиковых значений, но и скорость нагрева/охлаждения. Например, для некоторых видов углерод-углеродных композитов критически важно соблюдать скорость подъема температуры не более 10–15 °C/мин на определенных участках, чтобы избежать термоударов и растрескивания материала.
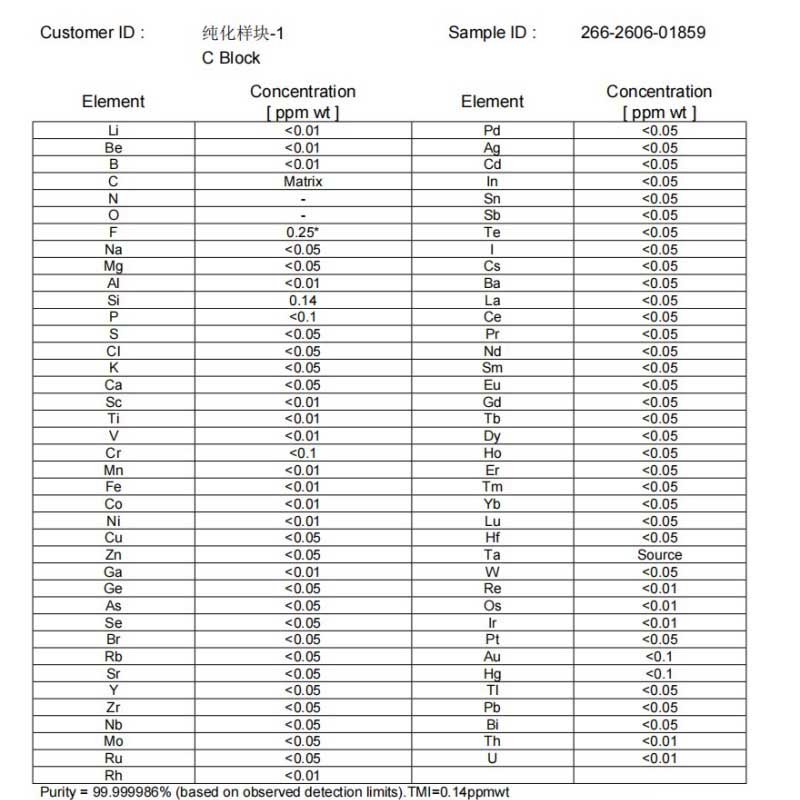
Второй важнейший параметр — уровень остаточных примесей. В современных стандартах, особенно для электродов и подложек, содержание металлических включений не должно превышать 1 ppm (одну миллионную часть). Достичь такого показателя невозможно без высокоэффективной системы вакуумирования и продуманной конструкции горячей зоны. Оборудование класса 1 ppm, которое мы внедряем в проекты, проходит многоступенчатую очистку атмосферы, что исключает загрязнение продукта газами распада связующих веществ. Игнорирование этого параметра при закупке «дешевого» оборудования часто приводит к тому, что готовая продукция не проходит входной контроль у конечных заказчиков в электронике или аэрокосмической отрасли.
Третий аспект — однородность температурного поля. В больших камерах перепад температур между центром и краями загрузки может достигать 50–80 °C, если конструкция теплоизоляции и расположение нагревателей рассчитаны неверно. Это приводит к неравномерной карбонизации: середина изделия готова, а края еще сырые, или наоборот. Решением является использование многзонного управления и специальных экранов, перераспределяющих тепловой поток. Наши инженеры при проектировании используют моделирование тепловых полей, чтобы гарантировать отклонение не более ±3–5 °C по всему объему полезной загрузки, что является стандартом для высокоточных производств.
Сравнение характеристик стандартных и премиальных решений
| Параметр | Бюджетные аналоги (Риск) | Специализированные решения (ООО Цзянсу Цзюньгэ Чжичэн Технология) |
|---|---|---|
| Максимальная температура | Заявлено 2800 °C, реальный ресурс <100 циклов | Стабильная работа до 2800 °C с ресурсом нагревателей >2000 циклов |
| Чистота продукта | Остаточные примеси 10–50 ppm (непригодно для электроники) | Уровень чистоты до 1 ppm, соответствие требованиям полупроводников |
| Вакуумная система | Одноступенчатая, предельное давление 10⁻² Па | Многоступенчатая (форвакуум + диффузионная/криогенная), до 10⁻⁴ Па и ниже |
| Управление процессом | Ручная настройка или простые ПИД-регуляторы | Автоматизированные рецепты, логирование данных, удаленный мониторинг |
| Энергоэффективность | Толщина изоляции недостаточна, высокие теплопотери | Оптимизированная многослойная изоляция, снижение потребления на 20–25% |
Типичные ошибки при закупке и риски дешевых моделей
Одна из самых распространенных ошибок — покупка печи без учета специфики сырья. Мы видели случаи, когда клиенты приобретали универсальную модель для карбонизации разных типов волокон, не учитывая скорость выделения летучих веществ. Результатом становилось закоксовывание нагревателей и выход системы из строя через 3 месяца работы. Промышленная карбонизационная печь периодического действия должна быть спроектирована под конкретный технологический регламент: тип связующего, плотность укладки, газовыделение. Универсальные «коробки» редко справляются с узкоспециализированными задачами без дорогостоящей доработки на месте.
Еще один скрытый риск — отсутствие сервисной поддержки и запчастей. Дешевые поставщики часто исчезают после продажи или не имеют склада критических компонентов вроде вакуумных насосов или специфических графитовых деталей. В нашей компании подход «под ключ» включает не только монтаж, но и обучение персонала длительностью 3–5 дней, а также гарантию 1 год на систему и 2 года на ключевые узлы. Время реакции на аварийный запрос не превышает 2 часов, а выезд инженера возможен в течение 48 часов. Это критически важно для непрерывного производства, где простой линии стоит тысячи долларов в час.
Недооценка требований к фундаменту и инфраструктуре также ведет к проблемам. Тяжелые высокотемпературные печи требуют усиленного основания и мощных систем водоохлаждения. Если эти нюансы не учтены на этапе проектирования здания, монтаж может затянуться на месяцы или потребовать полной переделки цеха. Наши специалисты выезжают на объект заказчика до начала работ, чтобы провести аудит помещений и подготовить точное техническое задание, исключающее такие сюрпризы. Мы работаем более чем в 30 странах и знаем, как адаптировать оборудование под локальные стандарты напряжения и климатические условия.
Реальные кейсы внедрения и экономический эффект
Рассмотрим пример модернизации участка по производству анодных материалов для литий-ионных аккумуляторов. Клиент столкнулся с низким выходом годной продукции из-за неравномерной карбонизации в старых печах. После установки новой линии с точным контролем атмосферы и температурных зон процент брака снизился с 12% до менее 1%, а энергопотребление на единицу продукции упало на 18%. Это стало возможным благодаря использованию передовых решений в области высокотемпературной обработки, которые предлагает ООО Цзянсу Цзюньгэ Чжичэн Технология. Инвестиции окупились менее чем за 14 месяцев за счет экономии сырья и электроэнергии.
Другой случай касается производства крупногабаритных графитовых блоков для металлургии. Ранее клиент использовал импортное оборудование европейского бренда, сроки поставки запчастей для которого достигали 6 месяцев. Переход на отечественное (китайское) производство полного цикла позволил сократить время ожидания комплектующих до 2 недель и снизить стоимость обслуживания на 40%. При этом технические параметры новой печи превзошли старые образцы: максимальная температура достигла 2800 °C, а чистота процесса обеспечила получение материала высшего сорта. Такой опыт подтверждает, что импортозамещение может быть не вынужденной мерой, а стратегическим преимуществом.
Важно отметить, что каждый проект уникален. Для одного завода приоритетом является максимальная производительность и непрерывный цикл, для другого — гибкость и возможность быстрой переналадки под разные продукты. Наша производственная база площадью свыше 15 000 м² и парк из 150 единиц оборудования позволяют изготавливать печи любой конфигурации: от лабораторных образцов до гигантских установок для обработки слябов. Мы не продаем «каталожные» позиции, а создаем индивидуальные решения, интегрируя их в существующие цепочки создания стоимости клиента.
Как оформить заказ и избежать подводных камней
Процесс приобретения сложного термооборудования начинается не с подписания контракта, а с детального технического аудита. Вам необходимо четко сформулировать требования к производительности (кг/час или тонн/год), габаритам загрузки и конечным свойствам продукта. На этом этапе мы помогаем определить оптимальную конфигурацию печи, тип нагревателей и систему управления. Ошибка в расчетах на старте может стоить миллионов рублей впоследствии, поэтому мы уделяем особое внимание проработке технического задания совместно с технологами заказчика.
Следующий этап — согласование проекта и заключение договора с четкими сроками поставки и условиями шеф-монтажа. Производство занимает от 3 до 6 месяцев в зависимости от сложности, после чего оборудование тестируется на нашем заводе в присутствии представителей клиента или дистанционно с передачей видеоотчетов. Только после успешных приемочных испытаний производится отгрузка. Мы берем на себя все вопросы логистики, таможенного оформления и доставки до двери вашего предприятия, что особенно актуально при международных поставках.
Финальная стадия — пусконаладочные работы и вывод на проектный режим. Наши инженеры находятся на площадке до тех пор, пока ваш персонал не освоит управление установкой и не получит первый товарный продукт. Мы предоставляем полную документацию на русском языке, включая паспорта, руководства по эксплуатации и схемы электрические принципиальные. Кроме того, вы получаете доступ к базе знаний с рекомендациями по оптимизации процессов, накопленной за 20 лет работы в отрасли углеродных материалов. Это обеспечивает долгосрочную эффективность ваших инвестиций.
Часто задаваемые вопросы
Какой срок службы нагревательных элементов в такой печи?
При соблюдении технологических режимов и использовании качественных графитовых материалов ресурс нагревателей составляет от 2000 до 3000 циклов. Однако этот показатель напрямую зависит от максимальной рабочей температуры и агрессивности среды. При работе на пределе 2800 °C ресурс может снижаться, поэтому мы рекомендуем закладывать запас мощности и использовать защитные покрытия.
Можно ли модернизировать старую печь вместо покупки новой?
В некоторых случаях модернизация возможна и экономически целесообразна, например, замена системы управления или теплоизоляции. Но если корпус деформирован или горячая зона выработала ресурс, проще и дешевле купить новую установку. Мы проводим аудит старого оборудования и даем честную рекомендацию: ремонтировать или заменять, исходя из расчетов окупаемости.
Обеспечиваете ли вы поставку запчастей в будущем?
Да, мы ведем складской запас критических компонентов для всех отгруженных машин. Гарантийный срок составляет 1 год на систему и 2 года на ключевые узлы, но мы продолжаем поставлять запчасти и расходники indefinitely. Логистика налажена так, что доставка наиболее востребованных позиций занимает минимум времени, независимо от географии заказчика.
Соответствует ли оборудование международным стандартам безопасности?
Все наши печи сертифицированы по стандартам CE и соответствуют требованиям ГОСТ и ISO 9001. Мы используем компоненты ведущих мировых брендов (Siemens, Schneider Electric, Omron) для систем автоматики, что гарантирует надежность и безопасность эксплуатации. Документация включает все необходимые сертификаты соответствия и декларации.
Выбор надежного партнера для поставки высокотемпературного оборудования — это инвестиция в стабильность вашего бизнеса на десятилетия. Не рискуйте качеством продукции ради сомнительной экономии на старте. Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить индивидуальное коммерческое предложение с расчетом экономической эффективности. Мы готовы стать вашим стратегическим партнером в развитии производства высокочистых углеродных материалов.